一种自动装配流水线的治具传送装置的制作方法
本技术属于自动化设备,特别涉及一种自动装配流水线的治具传送装置。
背景技术:
1、装配治具在自动装配流水中的作用是装载待加工的工件并通过传送装置传送至对应的工位上进行加工,以进水组件或出水组件装配流水线为例,由于装配进水组件和出水组件的零件多,因此,这两种装配流水线都具有非常多的工位。现有的装配治具传送装置主要采用两种类型,一种采用圆盘结构,通过圆盘的旋转实现治具在不同工位的传送,但这种结构的缺点是占用空间大,不适用于生产进水组件或出水组件的这样多工位的装配流水线;而另一种传送装置采用直线往复式传送机构,治具在前进与后退之间交替动作,这种结构需要夹具配合夹取治具到前进和后退的两条传送线上,存在效率低,夹具成本高的缺点。
2、此外,直线往复式传送机构大多采用电机和传送带机构配合传送治具,多个治具之间留有空间不紧贴,传动装置在传送时可能会出现误差(例如治具受摩擦力或者机械惯性的影响而相对传送装置产生位移),不能将治具准确地传送到正确的工位上,对于生产进水组件或出水组件的多工位装配流水线来说,该种传送装置更加容易产生误差,不能准确搬运工件。
技术实现思路
1、本实用新型的目的在于提供一种自动装配流水线的治具传送装置,解决背景技术中现有治具传送装置占用空间大、成本高、效率低以及容易产生传送误差的问题。
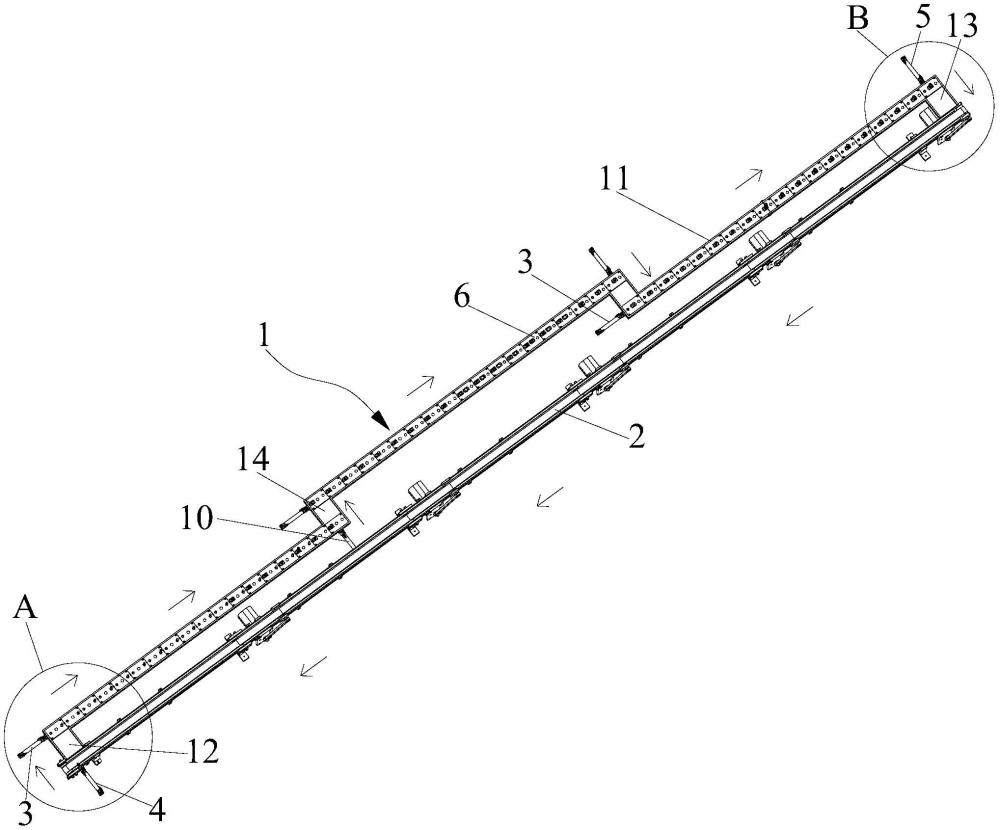
2、为达成上述目的,本实用新型的解决方案为:一种自动装配流水线的治具传送装置,包括输送线、传送带、第一推进机构、第二推进机构和第三推进机构,所述输送线沿长度方向设有传送治具的传送通道,多个治具沿长度方向前后紧靠并滑动设置在传送通道内;所述传送通道和传送带并排设置,所述传送带的传送方向与传送通道相反;所述传送通道的前端和后端分别侧向延伸形成与传送带对接的上料通道和下料通道;所述第一推进机构设置在输送线的前侧以推动治具传送,所述第二推进机构设置在传送带的前端以推动治具滑过上料通道至传送通道上,所述第三推进机构设置在下料通道的一侧以推动治具滑过下料通道至传送带上。
3、进一步,所述第一推进机构、第二推进机构和第三推进机构均采用气缸,所述气缸的活塞杆伸出以推动治具滑动,所述伸缩杆缩回为下一个治具让位。
4、进一步,所述第一推进机构设置在输送线的前端侧壁上,所述第一推进机构的活塞杆穿过输送线的前端侧壁以伸入传送通道来抵推治具;所述第二推进机构设置在传送带前端相对上料通道的一侧以将传送带上的治具抵推至传送通道上;所述第三推进机构设置在下料通道长度方向的一侧壁上,所述第三推进机构的活塞杆穿过所述侧壁以伸入下料通道抵推治具。
5、进一步,所述治具为矩形板状结构,所述传送通道、上料通道和下料通道均为矩形滑槽,所述传送通道的宽度与治具的宽度相同,所述上料通道和下料通道均与传送通道垂直,所述上料通道和下料通道的宽度与治具的长度相同。
6、进一步,所述输送线的中部侧向垂直弯折形成弯折通道,一个弯折通道将传送通道分为两段,所述弯折通道的一侧设有第四推进机构,所述第四推进机构推动治具滑过弯折通道。
7、进一步,所述弯折通道和第四推进机构均设有若干个。
8、进一步,所述传送带设置在输送线宽度方向的一侧,所述输送线宽度方向的另一侧沿长度方向设置多个机械手组件和振动上料盘,通过振动上料盘将工件输送至机械手组件,所述机械手组件将工件移动至治具上或取走治具上的工件。
9、进一步,所述治具的顶部设有多个放置工件的套筒或安装孔,所述机械手组件将工件放置在套筒或安装孔内,或者将套筒或安装孔内的工件取出。
10、本实用新型的工作过程为:
11、首先,第二推进机构将传送带传送到前端的第一个治具推动,使该治具滑过上料通道至传送通道的前端,接着第一推进机构将该治具向传送通道后端推动,从而空出传送通道前端的位置为下一个治具的上料让位,循环上述步骤直至将第一个治具传送至传送通道的后端,即传送通道与下料通道的连通处,在这个过程中,第一个治具通过第一推进机构的推动移动至各个工位进行装配,在传送通道的后端完成所有装配步骤,机械手组件将治具上已装配完成的成品取下,此时的第一个治具成为空治具,第三推进机构推动该空治具,使其滑过下料通道至传送带上,传送带将该治具传送至前端,最后第二治具推动该治具滑过上料通道至传送通道的前端,形成治具回流。
12、采用上述方案后,本实用新型的有益效果在于:
13、本实用新型的传送通道和传送带并排设置,且传送通道的前端和后端分别侧向延伸形成与传送带对接的上料通道和下料通道,传送带传送治具的方向与传送通道相反,由第一推进机构、第二推进机构和第三推进机构作为动力以推动治具分别在传送通道、上料通道和下料通道上滑动,治具由第一推进机构在传送通道上滑动至各个工位进行加工,加工完成后取走成品,空治具可通过下料通道滑动至传送带上,传送带可传送空治具到前端,空治具通过上料通道可滑动至传送通道上继续运载工件进行加工,形成治具回流,治具可循环使用,节省了加工成本,输送线和传送带的占地面积小,适用于进水组件或分水组件这样多工位的装配流水线,且无需通过夹具来将治具在传送通道和传送带之间移动,直接由第二推进机构和第三推进机构推动,且在传送通道的前端,随第一个治具的移动,第二推进机构可立马推动传送带上的治具补位,下料治具同理,治具的上下料紧凑而效率高,且成本低。
14、此外,多个治具前后紧贴滑动设置在传送通道内,第一推进机构推动传送通道前端的第一个治具,就可推动传送通道上的所有治具移动,相邻的治具之间不留有间隙,每个治具做相同的机械运动,不受其他外力影响,从而能够精准地将治具传送到准确的工位上进行加工,不会出现定位误差。
技术特征:
1.一种自动装配流水线的治具传送装置,其特征在于:包括输送线、传送带、第一推进机构、第二推进机构和第三推进机构,所述输送线沿长度方向设有传送治具的传送通道,多个治具沿长度方向前后紧靠并滑动设置在传送通道内;所述传送通道和传送带并排设置,所述传送带的传送方向与传送通道相反;所述传送通道的前端和后端分别侧向延伸形成与传送带对接的上料通道和下料通道;所述第一推进机构设置在输送线的前侧以推动治具传送,所述第二推进机构设置在传送带的前端以推动治具滑过上料通道至传送通道上,所述第三推进机构设置在下料通道的一侧以推动治具滑过下料通道至传送带上。
2.如权利要求1所述的一种自动装配流水线的治具传送装置,其特征在于:所述第一推进机构、第二推进机构和第三推进机构均采用气缸,所述气缸的活塞杆伸出以推动治具滑动,所述活塞杆缩回为下一个治具让位。
3.如权利要求2所述的一种自动装配流水线的治具传送装置,其特征在于:所述第一推进机构设置在输送线的前端侧壁上,所述第一推进机构的活塞杆穿过输送线的前端侧壁以伸入传送通道来抵推治具;所述第二推进机构设置在传送带前端相对上料通道的一侧以将传送带上的治具抵推至传送通道上;所述第三推进机构设置在下料通道长度方向的一侧壁上,所述第三推进机构的活塞杆穿过所述侧壁以伸入下料通道抵推治具。
4.如权利要求1所述的一种自动装配流水线的治具传送装置,其特征在于:所述治具为矩形板状结构,所述传送通道、上料通道和下料通道均为矩形滑槽,所述传送通道的宽度与治具的宽度相同,所述上料通道和下料通道均与传送通道垂直,所述上料通道和下料通道的宽度与治具的长度相同。
5.如权利要求1所述的一种自动装配流水线的治具传送装置,其特征在于:所述输送线的中部侧向垂直弯折形成弯折通道,一个弯折通道将传送通道分为两段,所述弯折通道的一侧设有第四推进机构,所述第四推进机构推动治具滑过弯折通道。
6.如权利要求5所述的一种自动装配流水线的治具传送装置,其特征在于:所述弯折通道和第四推进机构均设有若干个。
7.如权利要求1所述的一种自动装配流水线的治具传送装置,其特征在于:所述传送带设置在输送线宽度方向的一侧,所述输送线宽度方向的另一侧沿长度方向设置多个机械手组件和振动上料盘,通过振动上料盘将工件输送至机械手组件,所述机械手组件将工件移动至治具上或取走治具上的工件。
8.如权利要求7所述的一种自动装配流水线的治具传送装置,其特征在于:所述治具的顶部设有多个放置工件的套筒或安装孔,所述机械手组件将工件放置在套筒或安装孔内,或者将套筒或安装孔内的工件取出。
技术总结
本技术公开一种自动装配流水线的治具传送装置,包括输送线、传送带、第一推进机构、第二推进机构和第三推进机构,输送线沿长度方向设有传送治具的传送通道,多个治具沿长度方向前后紧靠并滑动设置在传送通道内;所述传送通道和传送带并排设置,传送带的传送方向与传送通道相反;传送通道的前端和后端分别侧向延伸形成与传送带对接的上料通道和下料通道;第一推进机构设置在输送线的前侧以推动治具传送,第二推进机构设置在传送带的前端以推动治具滑过上料通道至传送通道上,第三推进机构设置在下料通道的一侧以推动治具滑过下料通道至传送带上,本技术解决了现有治具传送装置占用空间大、成本高、效率低和容易产生传送误差的问题。
技术研发人员:陈进杰,蔡跃祥,周雄军,李振果,刘东辉,林伟勇,高炳程,李辉,谢洪喜,周少镛,张堂令
受保护的技术使用者:厦门宏泰智能制造有限公司
技术研发日:20230704
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!