一种用于超薄钢片的包边结构的制作方法
本技术涉及超薄钢片包边的,具体为一种用于超薄钢片的包边结构。
背景技术:
1、应用在折叠手机转轴处的钢片,其宽度方向一长边和手机对应部件位置固定贴合,但其宽度方向另一边在手机折叠的过程中有相对运动,由于钢片的侧壁很锋利,易对手机其他部件造成损害;故需要研发一种包边结构将钢片的侧壁包住,但是由于钢片的厚度很薄,通常只有0.02mm,如何包边并将其合理放置,是急需解决的技术问题。
技术实现思路
1、针对上述问题,本实用新型提供了一种用于超薄钢片的包边结构,其将钢片的整体厚度增加、且将自由端的钢片侧壁包边,使得钢片被合理包边、且确保对手机部件不会造成损害。
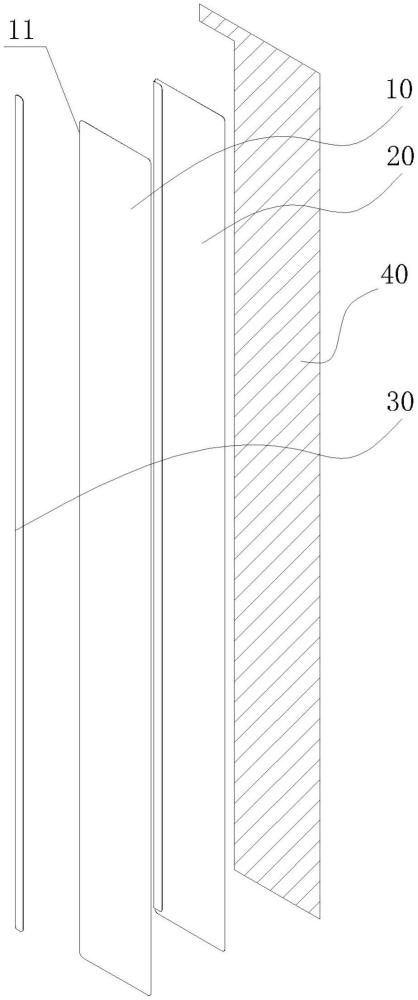
2、一种用于超薄钢片的包边结构,其特征在于,其包括:
3、钢片本体,其宽度方向设置有一待包覆边,其厚度方向上设置有第一表面、第二表面;
4、特氟龙单面胶带;
5、以及双面胶条;
6、所述特氟龙单面胶带对应于待包覆边设置有折弯内凹槽,所述折弯内凹槽的高度等于钢片本体的厚度,所述钢片本体的待包覆边置于折弯内凹槽后贴合特氟龙单面胶带的胶层,所述特氟龙单面胶的其余胶层贴合钢片本体的第一表面,所述钢片本体的第二表面远离所述待包覆边的宽度方向一侧贴合有双面胶条。
7、其进一步特征在于:
8、其还包括有保护膜,所述保护膜覆盖于所述特氟龙单面胶带的非胶面;
9、所述保护膜的长度方向一端还设置有揭除凸起,所述揭除凸起方便对于保护膜的揭除;
10、所述钢片本体的厚度为0.02mm;
11、所述特氟龙单面胶带的厚度为0.03mm;
12、所述双面胶的厚度为0.08mm。
13、一种超薄钢片的包边工艺,其特征在于:将超薄钢片的宽度方向待包覆边通过过渡保护膜带动特氟龙单面胶带包边成型,之后将过渡保护膜揭除。
14、其进一步特征在于,其具体步骤如下:
15、s1、将保护膜部分冲切成型,保护膜部分包括有过渡保护膜、成型覆盖保护膜,将过渡保护膜和成型覆盖保护膜冲切分隔,但不分离;
16、s2、将特氟龙单面胶带冲切外形,特氟龙单面胶带的待折弯位置和过渡保护膜通过离型力贴合;
17、s3、钢片本体的第一表面与特氟龙单面胶带通过治具贴合;
18、s4、通过过渡保护膜带起特氟龙单面胶带的待折弯位置、从而将待折弯位置折弯后包边于钢片本体的待包覆边上;
19、s5、将双面胶带贴合在钢片本体的第二表面的远离待包覆边的位置;
20、s6、将过渡保护膜揭除。
21、其进一步特征在于:
22、步骤s1中,过渡保护膜和成型覆盖保护膜之间通过冲切隔断线为后续进行分离做准备;
23、所述过渡保护膜的宽度大于特氟龙单面胶带的待折弯位置的宽度、且过渡保护膜的长度大于特氟龙单面胶带的长度,确保包边进行过程的稳定可靠;
24、步骤s2中,预先将特氟龙单面胶带的折弯边向上折弯,之后再在步骤s4通过过渡保护膜翻折带动特氟龙单面胶带完成对于钢片本体的带包覆边的包边;
25、加工完成后,特氟龙的耐磨擦、表面光滑、摩擦系数低表现在钢片本体的包覆边的外表面。
26、采用上述技术方案后,钢片本体的待包覆边外围包覆有特氟龙层,特氟龙的耐磨擦、表面光滑、摩擦系数低表现在钢片本体的包覆边的外表面,其将钢片的整体厚度增加、且将自由端的钢片侧壁包边,使得钢片被合理包边、且确保对手机部件不会造成损害。
技术特征:
1.一种用于超薄钢片的包边结构,其特征在于,其包括:
2.如权利要求1所述的一种用于超薄钢片的包边结构,其特征在于:其还包括有保护膜,所述保护膜覆盖于所述特氟龙单面胶带的非胶面。
3.如权利要求2所述的一种用于超薄钢片的包边结构,其特征在于:所述保护膜的长度方向一端还设置有揭除凸起。
4.如权利要求1所述的一种用于超薄钢片的包边结构,其特征在于:所述钢片本体的厚度为0.02mm。
5.如权利要求4所述的一种用于超薄钢片的包边结构,其特征在于:所述特氟龙单面胶带的厚度为0.03mm。
6.如权利要求5所述的一种用于超薄钢片的包边结构,其特征在于:所述双面胶的厚度为0.08mm。
技术总结
本技术提供了一种用于超薄钢片的包边结构,其将钢片的整体厚度增加、且将自由端的钢片侧壁包边,使得钢片被合理包边、且确保对手机部件不会造成损害。其包括:钢片本体,其宽度方向设置有一待包覆边,其厚度方向上设置有第一表面、第二表面;特氟龙单面胶带;以及双面胶条;所述特氟龙单面胶带对应于待包覆边设置有折弯内凹槽,所述折弯内凹槽的高度等于钢片本体的厚度,所述钢片本体的待包覆边置于折弯内凹槽后贴合特氟龙单面胶带的胶层,所述特氟龙单面胶的其余胶层贴合钢片本体的第一表面,所述钢片本体的第二表面远离所述待包覆边的宽度方向一侧贴合有双面胶条。
技术研发人员:王春生,文朝斐,魏明鑫,刘鹏
受保护的技术使用者:苏州安洁科技股份有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!