一种冷轧焊机剪刃更换检修工具的制作方法
本技术涉及冷轧生产的,具体是指一种冷轧焊机剪刃更换检修工具。
背景技术:
1、焊机是冷轧连续产线的重要设备,其作用是将前后两个钢卷焊接在一起,保证生产连续进行。为了保证焊缝质量,焊机焊接前,需将前后两个钢带断面剪切齐整,然后进行焊接。该焊机剪子采用双切剪设计,由上下剪刃组成,上下各2片剪刃,为了保证装配精度,剪刃装在剪刀盒内,更换时整体更换。剪刃根据使用状态更换,剪切普通规格带钢时,一般剪切10000次左右更换,剪切高强钢时,一般剪切8000次左右更换。另外如果生产过程中,剪刃出现异常磨损、剪刃崩坏等情况,也需要更换。酸轧机组大约20天左右更换一次剪刃,该检修作业项目作业时间较长,需长时间占用天车作业,造成其他检修项目无法进行,定修时间较短,无法完成其他检修作业项目,因此需要一种剪刃更换检修工具,用于保证剪刃平稳得悬吊更换于冷轧焊机。
技术实现思路
1、本申请的实施例提供了一种冷轧焊机剪刃更换检修工具,本实用新型使得检修工具在插入件悬吊重物前后都能保持水平,从而使得吊物重心平稳,使用该工具可以大大提高该类型剪刃更换检修作业率。
2、本申请的其他特性和优点将通过下面的详细描述变得显然,或部分地通过本申请的实践而习得。
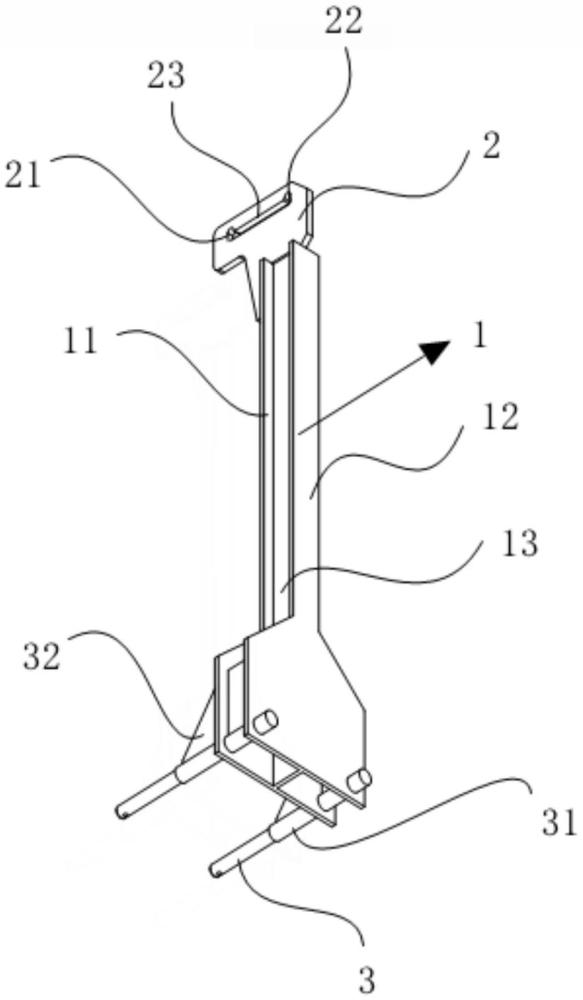
3、根据本申请实施例,提供了一种冷轧焊机剪刃更换检修工具,包括:支撑件,所述支撑件顶部设置有悬挂件,所述支撑件底部一侧设置有用于吊装剪刃的插入件;
4、所述插入件为两根垂直固定于所述支撑件侧面的插入杆;
5、所述悬挂件上开设有第一悬挂吊点穿孔和第二悬挂吊点穿孔,所述第一悬挂吊点穿孔和所述第二悬挂吊点穿孔之间开设有长条形通孔,所述长条形通孔的长度方向平行于所述插入杆的轴向;
6、当所述插入杆没有吊装剪刃且吊点为第二悬挂吊点穿孔时,所述插入杆位于水平面,当所述插入杆吊装剪刃且吊点为第一悬挂吊点穿孔时,所述插入杆位于水平面。
7、在本申请的一些实施例中,所述第一悬挂吊点穿孔和所述第二悬挂吊点穿孔顶部设置有缺口。
8、在本申请的一些实施例中,所述支撑件包括第一支撑板和第二支撑板,所述第一支撑板和所述第二支撑板之间设置有加强筋板,两根所述插入杆穿设固定于所述第一支撑板和所述第二支撑板。
9、在本申请的一些实施例中,所述插入杆侧壁套设有套筒,所述套筒侧壁一体成型有加强筋,所述加强筋与所述第一支撑板的侧壁固定连接。
10、在本申请的一些实施例中,所述第一支撑板与所述第二支撑板及所述加强筋板之间焊接成型,所述加强筋与所述第一支撑板及所述套筒之间焊接成型。
11、在本申请的一些实施例中,所述第一悬挂吊点穿孔与所述第二悬挂吊点穿孔两侧分别设置有弧形垫板,所述弧形垫板截面为半圆,用于增加钢丝绳和检修工具的吊点处的接触面积。
12、在本申请的一些实施例中,所述悬挂件上吊点上的钢丝绳系于天车。
13、在本申请的一些实施例中,所述悬挂件与所述支撑件焊接成型,所述支撑件与所述插入件之间采用螺栓连接固定。
14、在本申请的一些实施例中,所述悬挂件与所述加强筋板一体成型。
15、在本申请中,本实用新型根据冷轧焊机剪刃尺寸和重心,制作了有针对性的专用剪刃更换检修工具,该检修工具有第一悬挂吊点穿孔和第二悬挂吊点穿孔,配合天车使用时吊装剪刃时更换吊点的过程中,吊装剪刃前,将吊点滑动于第二悬挂吊点穿孔,吊装剪刃后将吊点滑动于第一悬挂吊点,当所述插入杆没有吊装剪刃且吊点为第二悬挂吊点穿孔时,所述插入杆位于水平面,当所述插入杆吊装剪刃且吊点为第一悬挂吊点穿孔时,所述插入杆位于水平面,因此能够便于对准插入件至剪刃插孔内,并且在插入插入件调整吊点至第一悬挂吊点后使得插入件保持水平,从而使得吊物重心平稳,使用该工具可以大大提高该类型剪刃更换检修作业率。
16、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本申请。
技术特征:
1.一种冷轧焊机剪刃更换检修工具,其特征在于,包括支撑件,所述支撑件顶部设置有悬挂件,所述支撑件底部一侧设置有用于吊装剪刃的插入件;
2.根据权利要求1所述的冷轧焊机剪刃更换检修工具,其特征在于,所述第一悬挂吊点穿孔和所述第二悬挂吊点穿孔顶部设置有缺口。
3.根据权利要求1所述的冷轧焊机剪刃更换检修工具,其特征在于,所述支撑件包括第一支撑板和第二支撑板,所述第一支撑板和所述第二支撑板之间设置有加强筋板,两根所述插入杆穿设固定于所述第一支撑板和所述第二支撑板。
4.根据权利要求3所述的冷轧焊机剪刃更换检修工具,其特征在于,所述插入杆侧壁套设有套筒,所述套筒侧壁一体成型有加强筋,所述加强筋与所述第一支撑板的侧壁固定连接。
5.根据权利要求4所述的冷轧焊机剪刃更换检修工具,其特征在于,所述第一支撑板与所述第二支撑板及所述加强筋板之间焊接成型,所述加强筋与所述第一支撑板及所述套筒之间焊接成型。
6.根据权利要求1所述的冷轧焊机剪刃更换检修工具,其特征在于,所述第一悬挂吊点穿孔与所述第二悬挂吊点穿孔两侧分别设置有弧形垫板,所述弧形垫板截面为半圆,用于增加钢丝绳和检修工具的吊点处的接触面积。
7.根据权利要求1所述的冷轧焊机剪刃更换检修工具,其特征在于,所述悬挂件上吊点上的钢丝绳系于天车。
8.根据权利要求1所述的冷轧焊机剪刃更换检修工具,其特征在于,所述悬挂件与所述支撑件焊接成型,所述支撑件与所述插入件之间采用螺栓连接固定。
9.根据权利要求3所述的冷轧焊机剪刃更换检修工具,其特征在于,所述悬挂件与所述加强筋板一体成型。
技术总结
本申请公开了一种冷轧焊机剪刃更换检修工具,包括支撑件,支撑件顶部设置有悬挂件,支撑件底部一侧设置有用于吊装剪刃的插入件;插入件为两根垂直固定于支撑件侧面的插入杆;悬挂件上开设有第一悬挂吊点穿孔和第二悬挂吊点穿孔,第一悬挂吊点穿孔和第二悬挂吊点穿孔之间开设有长条形通孔,长条形通孔的长度方向平行于插入杆的轴向;当插入杆没有吊装剪刃且吊点为第二悬挂吊点穿孔时,插入杆位于水平面,当插入杆吊装剪刃且吊点为第一悬挂吊点穿孔时,插入杆位于水平面,本申请使得检修工具在插入件悬吊重物前后都能保持水平,从而使得吊物重心平稳,使用该工具可以大大提高该类型剪刃更换检修作业率。
技术研发人员:赵志坚,贾希春,王智燕,薛建奇,刘顺心,董宇
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:20230725
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!