本申请涉及自动装配的领域,尤其是涉及一种配件组装用纠偏机构。
背景技术:
1、汽车零部件产品多种多样,零部件组装设备也多种多样,现有技术中,组装汽车零件时,需要通过转送机构转送并组装多个汽车零件。
2、现有技术中,转送机构安装在装配机构的旁侧,安装前,转送机构生产线的另一旁则设置有送料机构(或放置有汽车零件的送料架),装配时,转送机构夹取汽车零件并将汽车零件转送至装配机构上底座(或零件本体),即可完成自动装配配件的操作。
3、现有技术中,常见的转送机构主要采用丝杆滑台与夹爪电缸相互搭配组合的方式,丝杆滑台架设在机架上,丝杆滑台的导轨上滑动连接有伸缩电缸,伸缩电缸上固定连接有电动夹爪,架体架设在装配机构与送料机构的上方,抓取零件时,丝杆滑台驱动伸缩电缸滑移至送料生产线的上方,伸缩电缸伸长带动夹爪夹取零件,随后,丝杆滑台伸长,驱动伸缩电缸滑移至装配机构的上方,随后,伸缩电缸伸长,夹爪电缸松开零件,即可完成零件的装配操作。
4、然而,在实际的生产加工的过程中,发明人发现,随着转送机构使用时长的增加,转送机构容易疲劳,转送机构转送动作容易出现偏差,当转送机构将零件转送到装配机构上时,零件实际放置位置与设定位置之间存在错位的情况,对后续装配操作存在影响,此时需要通过操作人员手动调节零件的位置,才能进行后续的装配操作,影响零件装配的效率,存在改进之处。
技术实现思路
1、为了装配装置中转动机构的精确度,提升零件装配操作的效率,本申请提供一种配件组装用纠偏机构。
2、本申请提供的一种配件组装用纠偏机构采用如下的技术方案:
3、一种配件组装用纠偏机构,包括机架,所述机架上滑动设置有用于固定底座的承载平台,所述机架上固定连接有驱动件,所述驱动件的驱动端与所述承载平台信号连接;
4、延时触发器,与转送机构的控制面板信号连接,用于接收控制面板输出的启动信号并在设定时间后输出触发信号;
5、检测模块,与所述延时触发器信号连接,用于接收所述触发信号以检测伸缩电缸的滑动距离,并输出滑动距离信号;
6、信号处理模块,与所述检测模块的信号输出端信号连接,用于接收所述滑动距离信号并与设定滑动距离进行比对,输出偏差距离信号;
7、所述信号处理模块的信号输出端与所述驱动件或丝杆滑台信号连接,所述驱动件或丝杆滑台接收所述偏差距离信号并驱动伸缩电缸或所述承载平台滑移至零件与设定位置对齐。
8、通过采用上述技术方案,在实际组装过程中,操作人员通过控制面板输入启动指令后,丝杆滑台推动滑台上连接的伸缩电缸滑动,当滑动时间达到设定值后,滑台停止,延时触发器输出触发信号,检测模块接收触发信号并检测伸缩电缸在丝杆滑台上的实际滑动距离,信号处理模块接收伸缩电缸实际滑动的距离信号并与设定滑动距离进行比对,计算伸缩电缸的滑动距离的偏差值,随后,丝杆滑台或承载驱动件接收偏差距离信号,驱动伸缩电缸或承载平台滑动,以使得伸缩电缸上电动夹爪所夹持的零件与安装底座上设定位置对齐。通过检测模块与信号处理模块之间相互搭配与使用,可检测伸缩气缸实际滑移距离并计算伸缩气缸滑动距离偏差的技术效果,通过驱动件或丝杆滑台,可对伸缩电缸或承载平台进行自动纠偏的操作,使得伸缩气缸上电动夹爪上零件始终与底座对齐,有效提升零件投放与装配的精确度,免于操作人员进行后续的零件位置调整的操作,提升装配效率。
9、优选的,所述检测模块包括红外测距传感器,所述红外测距传感器包括发射端与接收端,所述发射端与丝杆滑台的导轨固定连接,所述接收端与伸缩电缸的缸体固定连接,所述发射端与所述接收端呈相对设置;
10、所述发射端的信号输入端与所述延时触发器信号连接,所述发射端接收所述触发信号并发射红外线,所述接收端接收红外线并输出所述滑动距离信号。
11、通过采用上述技术方案,当丝杆滑台驱动伸缩电缸的缸体滑动设定时间后,延时触发器输出触发信号,红外测距传感器的发射端接收触发信号后发射红外线,接收端接收红外线后测段此时伸缩电缸的缸体与初始位置之间的距离并输出滑动距离信号,实现自动检测伸缩电缸实际滑移距离的技术效果。
12、优选的,所述信号处理模块包括单片机,所述单片机的信号输入端与所述接收端信号连接,所述单片机接收所述滑动距离信号并与设定值比对、输出所述偏差距离信号。
13、通过采用上述技术方案,单片机接收经由接收端输出的滑动距离信号后,将伸缩电缸的实际滑移距离与设定距离进行比对,可算出伸缩气缸滑移距离的偏差值,并快速地输出偏差距离信号。
14、优选的,所述驱动件包括伸缩气缸,所述伸缩气缸的缸体与所述机架固定连接,所述气缸的气缸轴与所述承载平台固定连接;
15、所述伸缩气缸的信号输入端与所述单片机的信号输出端信号连接,所述伸缩气缸接收所述偏差距离信号并驱动所述承载平台在所述机架上滑动。
16、通过采用上述技术方案,伸缩气缸接收偏差距离信号并伸长或回缩气缸轴,可驱动承载平台在机架上滑动,直至承载平台上的底座滑移至设定位置与伸缩气缸对齐,实现自动纠偏的技术效果。
17、优选的,所述机架上固定连接有两个滑轨,所述承载平台上固定连接有两个滑块,两个所述滑块上分别开设有与所述滑轨相适配的滑移槽,两个所述滑轨分别嵌设在滑移槽内,所述伸缩电缸驱动所述承载平台沿所述滑轨滑动。
18、通过采用上述技术方案,滑轨与滑块上的滑移槽相互搭配,可实现承载平台与机架之间滑动配合的同时,滑轨对承载平台的滑动轨迹形成限制,使得承载平台在机架上沿着直线滑动,提升承载平台滑动的稳定性与精确度。
19、综上所述,本申请包括以下至少一种配件组装用纠偏机构有益技术效果:
20、1.通过延时触发器与红外测距传感器之间相互搭配与使用,可实现自动触发并检测伸缩电缸的实际滑动距离的技术效果,提升组装装置的自动化程度;
21、2.通过单片机、丝杆滑台/伸缩气缸之间相互搭配与使用,可实现自动计算伸缩电缸滑动距离的偏差并自动纠偏的技术效果,提升组装装置的装配精度,免于操作人员后续手动调整零件位置的操作,提升装配加工的效率。
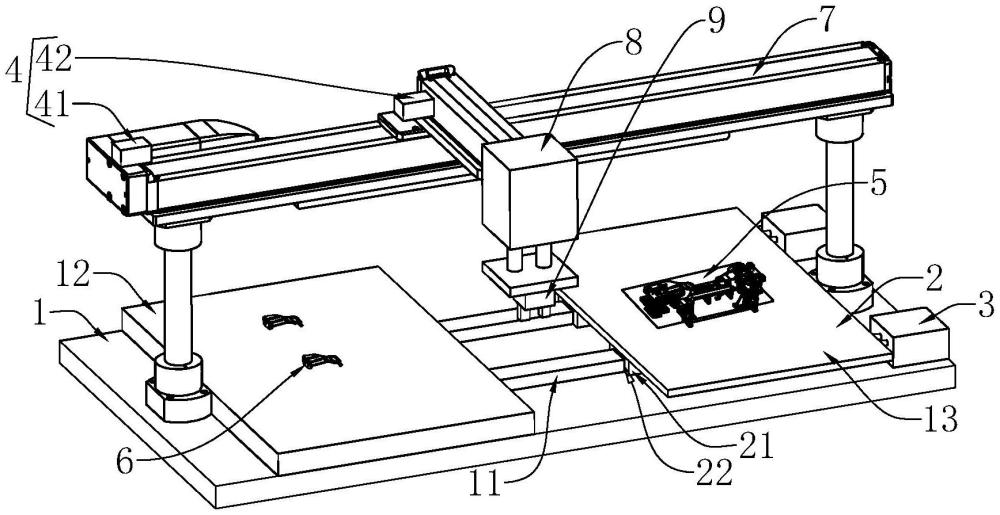
技术特征:1.一种配件组装用纠偏机构,其特征在于,包括机架(1),所述机架(1)上滑动设置有用于固定底座(5)的承载平台(2),所述机架(1)上固定连接有驱动件,所述驱动件的驱动端与所述承载平台(2)信号连接;
2.根据权利要求1所述的一种配件组装用纠偏机构,其特征在于,所述检测模块包括红外测距传感器(4),所述红外测距传感器(4)包括发射端(41)与接收端(42),所述发射端(41)与丝杆滑台(7)的导轨固定连接,所述接收端(42)与伸缩电缸(8)的缸体固定连接,所述发射端(41)与所述接收端(42)呈相对设置;
3.根据权利要求2所述的一种配件组装用纠偏机构,其特征在于,所述信号处理模块包括单片机,所述单片机的信号输入端与所述接收端(42)信号连接,所述单片机接收所述滑动距离信号并与设定值比对、输出所述偏差距离信号。
4.根据权利要求3所述的一种配件组装用纠偏机构,其特征在于,所述驱动件包括伸缩气缸(3),所述伸缩气缸(3)的缸体与所述机架(1)固定连接,所述气缸的气缸轴与所述承载平台(2)固定连接;
5.根据权利要求4所述的一种配件组装用纠偏机构,其特征在于,所述机架(1)上固定连接有两个滑轨(11),所述承载平台(2)上固定连接有两个滑块(21),两个所述滑块(21)上分别开设有与所述滑轨(11)相适配的滑移槽(22),两个所述滑轨(11)分别嵌设在滑移槽(22)内,所述伸缩电缸(8)驱动所述承载平台(2)沿所述滑轨(11)的轴向滑动。
技术总结本申请涉及一种配件组装用纠偏机构,涉及自动装配的领域,其机架,机架上滑动设置有用于固定底座的承载平台,机架上固定连接有驱动件,驱动件的驱动端与承载平台信号连接;延时触发器,用于接收控制面板输出的启动信号并在设定时间后输出触发信号;检测模块,用于接收触发信号以检测伸缩电缸的滑动距离,并输出滑动距离信号;信号处理模块,用于接收滑动距离信号并与设定滑动距离进行比对,输出偏差距离信号;信号处理模块的信号输出端与驱动件或丝杆滑台信号连接,驱动件或丝杆滑台接收偏差距离信号并驱动伸缩电缸或承载平台滑移至零件与设定位置对齐。本申请具有提升装配精确度与装配效率的效果。
技术研发人员:蒋其科,陈诚,杨小辉
受保护的技术使用者:米拉精密机械(上海)有限公司
技术研发日:20230726
技术公布日:2024/1/15