铜板卷取机前端除皱辊的制作方法
本技术涉及铜板带加工精整领域,特别涉及铜板卷取机前端除皱辊。
背景技术:
1、铜板卷取机前端除皱辊是一种进行铜板带加工精整的支撑设备,随着高端铜板带产品在各行各业的应用日益广泛,板带的表面质量要求越来越高。卷取质量的优良,关乎到铜卷的成品率,抗氧化能力,以及下道工序开卷机的正常工作,解决生产效率低,对设备产生冲击和振动,电气控制不稳定等诸多不良因素,随着科技的不断发展,人们对于铜板卷取机前端除皱辊的制造工艺要求也越来越高。
2、现有的铜板带加工精整在使用时存在一定的弊端,在铜板带加工精整机组中,带张力卷筒的卷取机是必不可少的设备。在卷取过程中,由于材料卷径的因素,所以导向辊与收卷机的中心距离比较长。导致薄材中间段张力比较小。在此段中间追加活动的前端除皱辊,使材料均与需要保持一定的张力,为此,我们提出铜板卷取机前端除皱辊。
技术实现思路
1、解决的技术问题:针对现有技术的不足,本实用新型提供了铜板卷取机前端除皱辊,追加活动的前端除皱辊,使材料均与需要保持一定的张力,依靠这些张力,就可以减少带材翘曲、空气进入等现象,有利于提高带钢表面质量,为金属板带工艺链的每一道工序质量都带来非常大提高,可以有效解决背景技术中的问题。
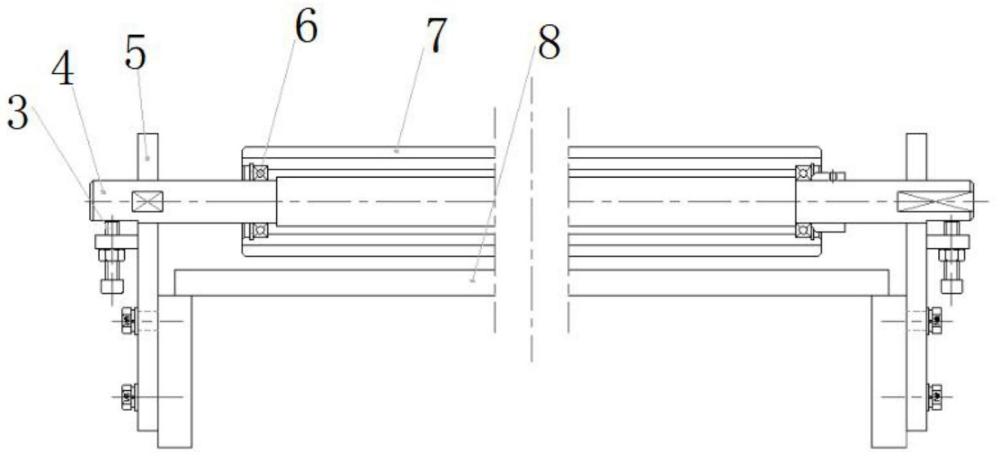
2、技术方案:为实现上述目的,本实用新型采取的技术方案为:铜板卷取机前端除皱辊,包括除皱辊主体、收卷机与导向辊,所述除皱辊主体的内部设置有芯轴,所述芯轴与除皱辊主体连接的两端位置均设置有深沟球轴承,所述芯轴的两端均定位有固定板,所述固定板上定位有调节螺栓,所述固定板表面设置有定位锥销与锁紧螺栓,所述固定板的内侧位置定位有导向板,所述导向板连接导向辊的位置,所述导向板的地步连接有油缸,所述收卷机上设置有材料最大径与材料最小径。
3、优选的,所述除皱辊主体通过深沟球轴承在芯轴的外壁位置旋转活动,所述芯轴与固定板之间进行固定,所述固定板与导向板之间通过螺栓进行固定。
4、优选的,所述导向板在导向辊上进行活动,所述油缸驱动导向板的位置进行活动,且导向板带动除皱辊主体的位置进行位置调节。
5、优选的,所述油缸连接第一电磁换向阀与第二电磁换向阀的位置,所述第二电磁换向阀与油缸之间连接有叠加式单向节流阀,所述第二电磁换向阀连接有控制器,所述控制器连接有电源与终端控制箱,所述油缸的端部活动设置有伸缩杆,所述伸缩杆的端部定位有连接组件,所述连接组件上开设有旋转连接轴,所述油缸与控制器之间连接有控制连接器。
6、优选的,所述油缸与第一电磁换向阀、第二电磁换向阀的位置双向连接,所述第二电磁换向阀的输出端与第一电磁换向阀的输入端电性连接,所述第二电磁换向阀与控制器之间双向电性连接。
7、优选的,所述电源的输出端与控制器的输入端电性连接,所述控制器的输出端与终端控制箱的输入端电性连接,所述油缸的输出端通过控制连接器与控制器的输入端电性连接。
8、有益效果:与现有技术相比,本实用新型提供了铜板卷取机前端除皱辊,具备以下有益效果:该铜板卷取机前端除皱辊,追加活动的前端除皱辊,使材料均与需要保持一定的张力,依靠这些张力,就可以减少带材翘曲、空气进入等现象,有利于提高带钢表面质量,为金属板带工艺链的每一道工序质量都带来非常大提高,整个铜板卷取机前端除皱辊结构简单,操作方便,使用的效果相对于传统方式更好。
技术特征:
1.铜板卷取机前端除皱辊,包括除皱辊主体(7)、收卷机(13)与导向辊(9),其特征在于:所述除皱辊主体(7)的内部设置有芯轴(4),所述芯轴(4)与除皱辊主体(7)连接的两端位置均设置有深沟球轴承(6),所述芯轴(4)的两端均定位有固定板(5),所述固定板(5)上定位有调节螺栓(3),所述固定板(5)表面设置有定位锥销(2)与锁紧螺栓(1),所述固定板(5)的内侧位置定位有导向板(8),所述导向板(8)连接导向辊(9)的位置,所述导向板(8)的地步连接有油缸(10),所述收卷机(13)上设置有材料最大径(11)与材料最小径(12)。
2.根据权利要求1所述的铜板卷取机前端除皱辊,其特征在于:所述除皱辊主体(7)通过深沟球轴承(6)在芯轴(4)的外壁位置旋转活动,所述芯轴(4)与固定板(5)之间进行固定,所述固定板(5)与导向板(8)之间通过螺栓进行固定。
3.根据权利要求1所述的铜板卷取机前端除皱辊,其特征在于:所述导向板(8)在导向辊(9)上进行活动,所述油缸(10)驱动导向板(8)的位置进行活动,且导向板(8)带动除皱辊主体(7)的位置进行位置调节。
4.根据权利要求1所述的铜板卷取机前端除皱辊,其特征在于:所述油缸(10)连接第一电磁换向阀(14)与第二电磁换向阀(15)的位置,所述第二电磁换向阀(15)与油缸(10)之间连接有叠加式单向节流阀(16),所述第二电磁换向阀(15)连接有控制器(18),所述控制器(18)连接有电源(17)与终端控制箱(19),所述油缸(10)的端部活动设置有伸缩杆(20),所述伸缩杆(20)的端部定位有连接组件(21),所述连接组件(21)上开设有旋转连接轴(22),所述油缸(10)与控制器(18)之间连接有控制连接器(23)。
5.根据权利要求4所述的铜板卷取机前端除皱辊,其特征在于:所述油缸(10)与第一电磁换向阀(14)、第二电磁换向阀(15)的位置双向连接,所述第二电磁换向阀(15)的输出端与第一电磁换向阀(14)的输入端电性连接,所述第二电磁换向阀(15)与控制器(18)之间双向电性连接。
6.根据权利要求4所述的铜板卷取机前端除皱辊,其特征在于:所述电源(17)的输出端与控制器(18)的输入端电性连接,所述控制器(18)的输出端与终端控制箱(19)的输入端电性连接,所述油缸(10)的输出端通过控制连接器(23)与控制器(18)的输入端电性连接。
技术总结
本技术公开了铜板卷取机前端除皱辊,包括除皱辊主体、收卷机与导向辊,所述除皱辊主体的内部设置有芯轴,所述芯轴与除皱辊主体连接的两端位置均设置有深沟球轴承,所述芯轴的两端均定位有固定板,所述固定板上定位有调节螺栓,所述固定板表面设置有定位锥销与锁紧螺栓,所述固定板的内侧位置定位有导向板,所述导向板连接导向辊的位置,所述导向板的地步连接有油缸。本技术所述的铜板卷取机前端除皱辊,追加活动的前端除皱辊,使材料均与需要保持一定的张力,依靠这些张力,就可以减少带材翘曲、空气进入等现象,有利于提高带钢表面质量,为金属板带工艺链的每一道工序质量都带来非常大提高。
技术研发人员:王华,季启中,王茂
受保护的技术使用者:生田(苏州)精密机械有限公司
技术研发日:20230727
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!