一种电池极板自动上架装置的制作方法
本技术属于电池极板加工,尤其涉及一种电池极板自动上架装置。
背景技术:
1、社会的发展迅速之至,作为社会的主体,人们在享受全新生活,在享受生活的同时,会有各种各样的东西需要用放置架在放置东西,工厂中使用的放置架一般都是不锈钢的,重量较轻,不锈钢的放置架可用于放置大量的电池正极板,让电池正极板存放于一处,使得各种各样的东西摆放的井井有条,节省了大量的空间。
2、管式叉车电池,电池正极板生产线上,一片一片的正极板在流水线上生产完成后,需要码放到专用的正板栅架子上,进行晾置、干燥固化。但实际生产过程中,流水线上的正极板首先是被机器码放到周转托盘上,工人再一片一片的从周转托盘放到正板栅铁架的卡槽里面,在此过程中,存在以下问题:
3、1)、拿取、放下,如此简单往复的机械性的重复劳动,需要人长时间的劳作,浪费人工工时,而且消耗工人体力;
4、2)、正极板先放到周转托盘上,再从托盘上放到铁架上,增加了作业流程,增加了周转托盘,不符合精益生产的基本原则;
5、3)、不利于工厂机械化、自动化的作业。
6、专利文献cn217348905u公开一种管式电池正极板放置架,包括滚动装置,滚动装置包括两个对称设置的滚动装置,每个滚动装置包括一个水平连杆,每个水平连杆活动安装两个圆孔套,每个圆孔套与一个竖直连杆上端固定连接,每个竖直连杆与两个限位块固定连接,每个竖直连杆下端固定连接一个u型块,每个u型块侧板的圆孔与每个滚轮的圆轴活动连接;放置架包括两个对称设置的支撑组件,每个支撑组件包括两个平行支撑柱,两个支撑柱通过水平支撑板固定连接,水平支撑板上开设两个圆孔,每个圆孔与一个竖直连杆同轴,每个支撑柱的内侧面开设两个竖直间隔的卡口槽,两个支撑柱的卡口槽分别水平相对共线,卡口槽的水平方向为矩形、竖直方向为半圆形。该装置虽然可以通过滚轮实现随地移动,配合工人进行极板的放置,但是依旧需要手动逐片放置,效率较低且容易出现脱手损坏极板的风险。
技术实现思路
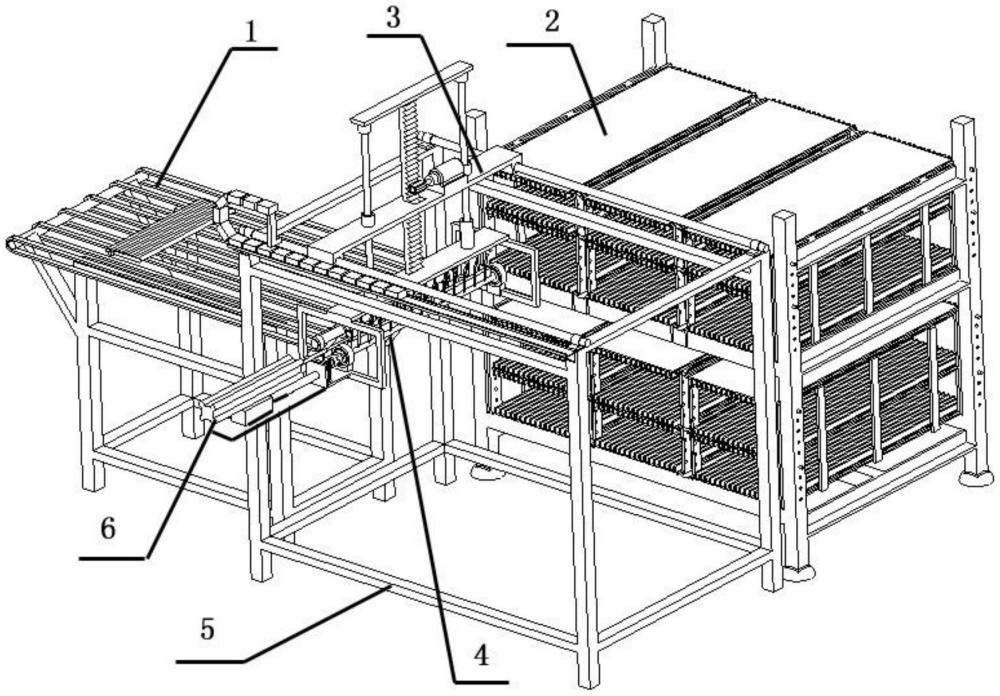
1、为了解决上述问题,实现自动化极板上架的目的,本实用新型提供的一种电池极板自动上架装置,包括:
2、输送带,用于输送极板,输送时极板平放在所述输送带上,并且极板的宽度方向与输送方向一致;
3、放置架,用于极板沿宽度方向竖直放置极板;
4、转移单元,设于所述输送带的下游端,所述放置架设于所述转移单元垂直输送带输送方向的一侧,所述转移单元包括:
5、支架,
6、移动架,
7、第一驱动机构,设于所述支架上,用于驱动所述移动架沿输送带输送方向和竖向两个方向内移动,
8、旋转机构,设于所述移动架上,包括沿垂直输送带输送方向布置于输送带下游端的转轴,所述转轴上设有用于接收从输送带上输出的极板的夹槽,所述移动架上设有驱动所述转轴转动的第二驱动机构,所述夹槽具有水平方向时用于接收从输送带上输出的极板的水平状态和竖直方向时用于极板转移到所述放置架上的竖直状态,
9、推板机构,包括用于将夹槽中的极板推入到所述放置架上的推板,以及设于所述移动架上、用于驱动所述推板平移的第三驱动机构。
10、具体的,放置架上设有成对设置的放置板,每对放置板之间设有若干与极板配合的卡槽,从而增加放置极板的总量。
11、具体的,所述第一驱动机构包括:
12、沿输送带输送方向设于所述支架上的导轨,
13、安装板,具有与所述导轨配合的滑块,
14、用于驱动所述安装板沿所述导轨移动的步进带,
15、竖向齿条,一端与所述移动架固定,
16、第一电机,输出轴上具有与所述竖向齿条啮合的驱动齿轮,用于驱动所述竖向齿条升降,所述第一电机设于所述安装板上。
17、具体的,所述安装板的上方设有横板,所述竖向齿条的另一端与所述横板固定,所述横板与移动架之间还设有导向杆,所述安装板上设有供所述导向杆穿过的导向孔。
18、具体的,所述第二驱动机构包括设于所述移动架上、用于驱动所述转轴转动的第二电机。
19、具体的,所述第二电机的输出轴与所述转轴之间通过联轴器联动。
20、具体的,所述第三驱动机构包括设于所述移动架上、用于驱动所述推板平移的气缸或直线电机。
21、具体的,所述夹槽包括沿所述转轴轴向布置、作为夹槽底面的底板,所述底板的两侧间隔设有若干夹条,各夹条与底板合围形成所述夹槽。
22、具体的,所述夹条成对设置,夹条的端部向外弯曲使得夹槽具有导向口,从而便于电池极板进入夹槽内。
23、与现有技术相比,本实用新型的有益效果:
24、通过设计与放置架配合使用的转移单元,实现电池极板自动化上架的目的,避免了员工机械性的重复长时间的劳作,节省了人工工时,减轻员工体力消耗,提高了工作效率,同时减少了中转作业流程,减少中转托盘,更符合精益生产的基本原则。
技术特征:
1.一种电池极板自动上架装置,其特征在于,包括:
2.根据权利要求1所述的电池极板自动上架装置,其特征在于,所述放置架上设有成对设置的放置板,每对放置板之间设有若干与极板配合的卡槽。
3.根据权利要求1所述的电池极板自动上架装置,其特征在于,所述第一驱动机构包括:
4.根据权利要求3所述的电池极板自动上架装置,其特征在于,所述安装板的上方设有横板,所述竖向齿条的另一端与所述横板固定,所述横板与移动架之间还设有导向杆,所述安装板上设有供所述导向杆穿过的导向孔。
5.根据权利要求1所述的电池极板自动上架装置,其特征在于,所述第二驱动机构包括设于所述移动架上、用于驱动所述转轴转动的第二电机。
6.根据权利要求5所述的电池极板自动上架装置,其特征在于,所述第二电机的输出轴与所述转轴之间通过联轴器联动。
7.根据权利要求1所述的电池极板自动上架装置,其特征在于,所述第三驱动机构包括设于所述移动架上、用于驱动所述推板平移的气缸或直线电机。
8.根据权利要求1所述的电池极板自动上架装置,其特征在于,所述夹槽包括沿所述转轴轴向布置、作为夹槽底面的底板,所述底板的两侧间隔设有若干夹条,各夹条与底板合围形成所述夹槽。
9.根据权利要求8所述的电池极板自动上架装置,其特征在于,所述夹条成对设置,夹条的端部向外弯曲使得夹槽具有导向口。
技术总结
本技术公开了一种电池极板自动上架装置,包括:输送带,用于输送极板,输送时极板平放在所述输送带上,并且极板的宽度方向与输送方向一致;放置架,用于极板沿宽度方向竖直放置极板;转移单元,设于所述输送带的下游端,所述放置架设于所述转移单元垂直输送带输送方向的一侧,所述转移单元包括:支架,移动架,第一驱动机构,旋转机构以及推板机构。本技术提供的装置可以提升了工厂机械化、自动化的作业,从而实现自动化极板上架的目的。
技术研发人员:张峰博,孔鹤鹏,丁伯芬,夜涛,闫鑫金,陈治,王浩,占美青,王卫东
受保护的技术使用者:天能电池集团股份有限公司
技术研发日:20230731
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!