一种过辊装置以及电池极片卷绕设备的制作方法
本技术涉及电池生产设备,尤其涉及一种过辊装置以及电池极片卷绕设备。
背景技术:
1、随着电池技术的发展,高能量密度的电池成为发展趋势。在电池的生产过程中,会对对极片模切成极耳,高速卷绕过程中,由于极耳材质是厚度小于20微米的铜箔或铝箔,质地软,容易受力变形,极耳在收卷和放卷过程中过辊时,受到过辊的张力和空气的阻力,很容易会导致极耳翻折,翻折的极耳在进一步生产过程中会出现破损且容易插入卷芯内部造成短路,严重影响电池的导电性能和安全性能。
2、针对极耳翻折问题,锂电设备厂和锂电池制造厂均提出多样化的解决方案,具体为:通过在过辊表面设置负压气孔,当出现极耳向远离过辊的辊面的方向翘起时,极耳受到负压气孔的负压作用贴紧在过辊表面,从而克服极耳翻折的情况。但是,现有的解决方案依然存在缺点,若极耳向靠近过辊的辊面方向翘起时,上述负压气孔根本无法应付上述情况,随着极片的移动,极耳也会大概率发生翻折,进而影响电池的导电性能及安全性能。
3、因此,寻找一种能够解决上述技术问题的技术方案成为本领域技术人员所研究的重要课题。
技术实现思路
1、本实用新型实施例公开了一种过辊装置及电池极片卷绕设备,用于解决现有电池极片在传送过程中容易出现极耳向过辊的辊面方向翻折的技术问题。
2、本实用新型实施例提供了一种过辊装置,用于传送极片,所述极片包括极片体以及与所述极片体连接的极耳,所述过辊装置包括过辊、负压发生器以及正压发生器;
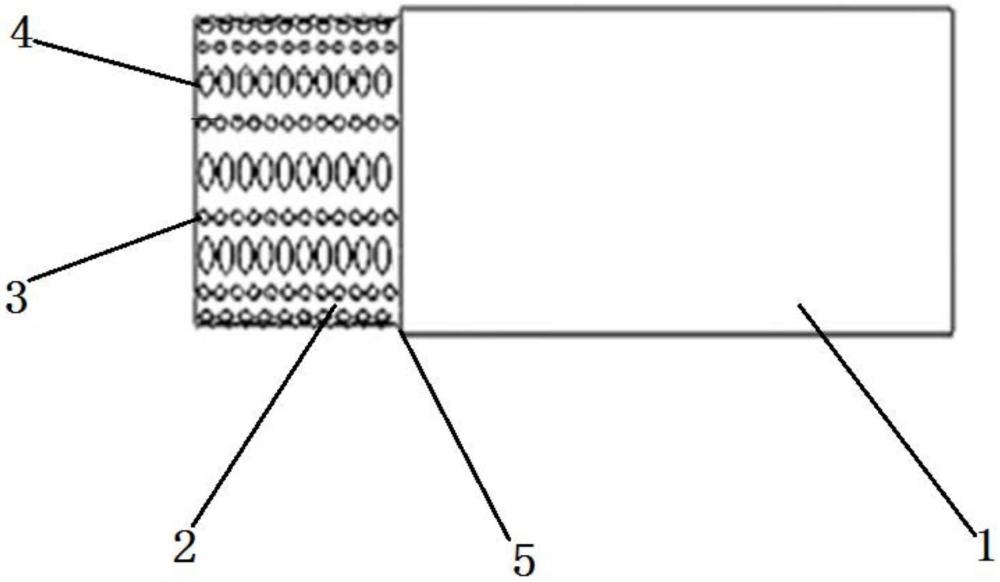
3、所述过辊具有与所述极片体相对应的第一辊部以及与所述极耳相对应的第二辊部,所述第二辊部的外周面上设置有正压气孔与负压气孔,所述正压气孔与所述正压发生器连接,所述负压气孔与所述负压发生器连接。
4、可选地,所述正压气孔与所述负压气孔的数量为多个;
5、所述第二辊部的外周面沿其圆周方向设置有多列所述负压气孔,每列所述负压气孔沿所述第二辊部的轴线方向延伸;
6、所述第二辊部的外周面沿其圆周方向设置有多列所述正压气孔,每列所述正压气孔沿所述第二辊部的轴线方向延伸;
7、每列所述负压气孔与每列所述正压气孔沿所述第二辊部的外周面的圆周方向交替设置。
8、可选地,所述正压气孔的中轴线与所述极耳所在的平面形成第一夹角,所述第一夹角的范围为120°至170°。
9、可选地,所述第一辊部与所述第二辊部同轴设置,且所述第一辊部的直径大于所述第二辊部;
10、所述第一辊部与所述第二辊部之间设置有台阶过渡面。
11、可选地,所述台阶过渡面与所述第一辊部的外周面的连接处为圆角结构,所述台阶过渡面与所述第一辊部的外周面所在的平面形成第二夹角,所述第二夹角的范围为120°至150°。
12、可选地,还包括控制系统以及用于对极耳进行视觉检测的ccd检测装置;
13、所述ccd检测装置与所述控制系统电连接,所述正压发生器与所述负压发生器均与所述控制系统电连接。
14、可选地,所述正压发生器为空气压缩机。
15、可选地,所述负压发生器为真空泵。
16、可选地,所述正压气孔为圆形孔或矩形孔或椭圆形孔,所述负压气孔为圆形孔或矩形孔或椭圆形孔。
17、本实用新型实施例提供了一种电池极片卷绕设备,包括上述的过辊装置。
18、从以上技术方案可以看出,本实用新型实施例具有以下优点:
19、本实施例中,过辊用于传送极片,并且过辊上的第一辊部与极片体相对应,过辊上的第二辊部与极耳相对应,第二辊部上的正压气孔可对极耳吹气,第二辊部上的负压气孔可对极耳进行吸附。
20、若发生极耳向远离第二辊部的方向翘起时,经过第二辊部外周面的极耳受负压气孔的负压作用贴附于第二辊部的外周面,从而可持续有效防止极片移动过程中极耳向远离过辊的方向翻折的情况;若发生极耳向靠近第二辊部的方向翘起时,负压气孔对极耳进行吸附的同时,正压气孔向极耳进行吹气,以抚平极耳,从而可持续有效防止极片移动过程中极耳向靠近过辊的方向翻折的情况。通过上述设计,无论极耳朝远离过辊的方向翘起还是朝靠近过辊的方向翘起,本实施例中的过辊装置都能有效地避免极耳翻折的情况,从而确保电池的导电性能和安全性能。
技术特征:
1.一种过辊装置,用于传送极片,所述极片包括极片体以及与所述极片体连接的极耳,其特征在于,所述过辊装置包括过辊、负压发生器以及正压发生器;
2.根据权利要求1所述的过辊装置,其特征在于,所述正压气孔(4)与所述负压气孔(3)的数量为多个;
3.根据权利要求1所述的过辊装置,其特征在于,所述正压气孔(4)的中轴线与所述极耳所在的平面形成第一夹角,所述第一夹角的范围为120°至170°。
4.根据权利要求1所述的过辊装置,其特征在于,所述第一辊部(1)与所述第二辊部(2)同轴设置,且所述第一辊部(1)的直径大于所述第二辊部(2);
5.根据权利要求4所述的过辊装置,其特征在于,所述台阶过渡面(5)与所述第一辊部(1)的外周面的连接处为圆角结构(6),所述台阶过渡面(5)与所述第一辊部(1)的外周面所在的平面形成第二夹角,所述第二夹角的范围为120°至150°。
6.根据权利要求1所述的过辊装置,其特征在于,还包括控制系统以及用于对极耳进行视觉检测的ccd检测装置;
7.根据权利要求1所述的过辊装置,其特征在于,所述正压发生器为空气压缩机。
8.根据权利要求1所述的过辊装置,其特征在于,所述负压发生器为真空泵。
9.根据权利要求1所述的过辊装置,其特征在于,所述正压气孔(4)为圆形孔或矩形孔或椭圆形孔,所述负压气孔(3)为圆形孔或矩形孔或椭圆形孔。
10.一种电池极片卷绕设备,其特征在于,包括如权利要求1至9任一项所述的过辊装置。
技术总结
本技术实施例公开了一种过辊装置及电池极片卷绕设备,用于解决现有电池极片在传送过程中容易出现极耳向过辊的辊面方向翻折的技术问题。本技术实施例的过辊装置,用于传送极片,极片包括极片体以及与极片体连接的极耳,其特征在于,过辊装置包括过辊、负压发生器以及正压发生器;过辊具有与极片体相对应的第一辊部以及与极耳相对应的第二辊部,第二辊部的外周面上设置有正压气孔与负压气孔,正压气孔与正压发生器连接,负压气孔与负压发生器连接。
技术研发人员:徐斌,魏建良,周新茹,王昱翔
受保护的技术使用者:江苏正力新能电池技术有限公司
技术研发日:20230801
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!