一种定量取烟装置的制作方法
本技术涉及手工烟包装领域,特别是涉及一种定量取烟装置。
背景技术:
1、在卷烟生产过程中,根据生产需求有少量一部分卷烟由于包装款式和尺寸特殊,且该部分卷烟的款式和尺寸可能需要经常变换。因此在处理该部分卷烟时由于考虑到成本和技术因素往往无法根据需要提供专业的配套生产设备,需要通过人工对其进行包装生产。其中有一种品类的烟支为“九加一”,即九支甲规格的烟支加一支乙规格的烟支,在该类烟支装烟工序中,工人每天要进行2400次“九加一”烟支装盒。重复的烟支全由人工数数和包装不可避免会产生烟支错装漏装。为及时发现“九加一”配错漏配的情况,在生产过程中根据小盒一列16个的包装需求,要求工人一次数16支“九加一”中的乙规格烟支,根据一列小盒数一次性分类16支“九加一”中乙规格香烟给工人,当一列小盒与16支“九加一”中的乙规格烟支刚好用完,则烟支装配无误,否则则为出现烟支错装漏装情况,能够及时发现及改正。为了能迅速点清烟支数以及装盒时方便使用、便于取放烟支而不造成烟支触皱,急需一种定量取烟装置帮助手工包装工人完成生产任务。
技术实现思路
1、为解决上述问题,本实用新型提供了一种定量取烟装置,该装置由盒体和抬升机构组成,盒体用于放置待包装烟支,抬升机构用于抬起盒体中的烟支,以备包装时取烟。具体的,本实用新型的目的是这样实现的:
2、一种定量取烟装置,包括:
3、盒体,用于存放烟支;所述盒体为矩形,其宽度大于等于所放烟支长度;所述盒体长度大于所放烟支直径的十六倍且小于所放烟支直径的十七倍;
4、抬升机构,设置安装在所述盒体内,能将所述盒体内存放的烟支抬起。
5、进一步地,所述抬升机构包括按压部、抬升部和连杆;所述盒体内短边一侧底部开设有开槽,所述连杆通过横穿杆身且垂直于开槽侧壁的转轴安装在所述开槽内;所述连杆一端与所述按压部连接,另一端与所述抬升部连接;自然状态下所述抬升部上表面与所述盒体内底部上表面处于同一平面,所述按压部上表面不高于所述盒体内底部上表面;当按压所述按压部时所述抬升部升起将烟支抬起。
6、进一步地,所述连杆包括相同长度的上连杆和下连杆;横穿所述上连杆杆身和横穿所述下连杆杆身的转轴同侧端点连线垂直于所述盒体内底部上表面;所述按压部为“┌”型;所述上连杆一端与所述按压部竖直部分上端铰接,另一端与所述抬升部一侧上端铰接;所述下连杆一端与所述按压部竖直部分下端铰接,另一端与所述抬升部一侧下端铰接;当按压所述按压部时所述抬升部升起且所述抬升部上表面始终保持与所述盒体内底部上表面平行。
7、进一步地,所述盒体还包括支腿,所述支腿设置安装在所述盒体底部,能将所述盒体支撑悬空。
8、进一步地,所述支腿包括长短不一的长腿和短腿,所述短腿设置安装在所述盒体上与抬升机构同侧的底部;所述长腿设置安装在所述盒体上另一侧的底部;通过所述长腿和所述短腿让所述盒体内部成倾斜状态。
9、进一步地,所述盒体上与抬升机构同侧的外侧壁上设置有烟支架,当抬升机构抬起烟支时,烟支能滑入烟支架内。
10、进一步地,所述烟支架外侧壁高于所述盒体上表面所在平面。
11、进一步地,所述抬升部上表面宽度等于烟支直径。
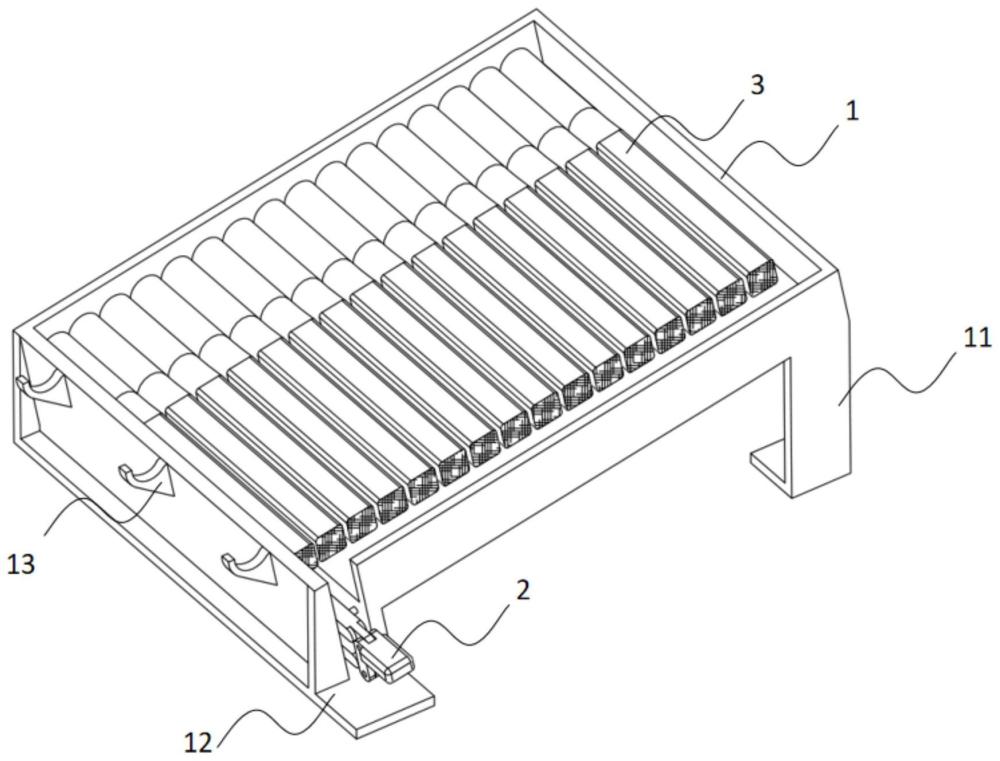
12、该装置盒体1用于装烟支3,宽度大于等于烟支3长度,长度大于烟支3直径的十六倍且小于烟支3直径的十七倍;以保证一次性装入烟支3为十六支。抬升机构2安装在盒体1内的开槽内,自然状态下,抬升部22上表面与盒体1底部上表面处于同一平面,按压部21上表面不高于盒体1底部上表面。当需要取烟支3时,根据杠杆原理,按压按压部21时抬升部22升起能将盒体1内的烟支3抬起。盒体1通过长腿11和短腿12造成一定程度倾斜,取走烟支3后所有烟支3会向抬升机构2一端滑动,以保证每次都能抬起一直烟支3。在盒体1与抬升机构2同侧的外侧壁上设置有烟支架13,当抬升机构2抬起烟支3时,烟支3可以滑入烟支架13内,实现定量取烟的功能。
13、本实用新型有益效果如下:
14、通过该定量取烟装置,每次装满盒体时所装烟支恰好为十六支,无需点数,每盒烟支正好与包装一列烟同时用完,便于生产计数。当装置内烟支与小盒不匹配时即可判定一段工序内烟支配装错误,对该列烟的烟支配装进行检查,提高了生产装配的准确性,减少次品产生。
技术特征:
1.一种定量取烟装置,其特征在于,包括:
2.如权利要求1所述的一种定量取烟装置,其特征在于:所述抬升机构(2)包括按压部(21)、抬升部(22)和连杆;所述盒体(1)内短边一侧底部开设有开槽,所述连杆通过横穿杆身且垂直于开槽侧壁的转轴安装在所述开槽内;所述连杆一端与所述按压部(21)连接,另一端与所述抬升部(22)连接;自然状态下所述抬升部(22)上表面与所述盒体(1)内底部上表面处于同一平面,所述按压部(21)上表面不高于所述盒体(1)内底部上表面;当按压所述按压部(21)时所述抬升部(22)升起将烟支(3)抬起。
3.如权利要求2所述的一种定量取烟装置,其特征在于:所述连杆包括相同长度的上连杆(23)和下连杆(24);横穿所述上连杆(23)杆身和横穿所述下连杆(24)杆身的转轴同侧端点连线垂直于所述盒体(1)内底部上表面;所述按压部(21)为“┌”型;所述上连杆(23)一端与所述按压部(21)竖直部分上端铰接,另一端与所述抬升部(22)一侧上端铰接;所述下连杆(24)一端与所述按压部(21)竖直部分下端铰接,另一端与所述抬升部(22)一侧下端铰接;当按压所述按压部(21)时所述抬升部(22)升起且所述抬升部(22)上表面始终保持与所述盒体(1)内底部上表面平行。
4.如权利要求3所述的一种定量取烟装置,其特征在于:所述盒体(1)还包括支腿,所述支腿设置安装在所述盒体(1)底部,能将所述盒体(1)支撑悬空。
5.如权利要求4所述的一种定量取烟装置,其特征在于:所述支腿包括长短不一的长腿(11)和短腿(12),所述短腿(12)设置安装在所述盒体(1)上与抬升机构(2)同侧的底部;所述长腿(11)设置安装在所述盒体(1)上另一侧的底部;通过所述长腿(11)和所述短腿(12)让所述盒体(1)内部成倾斜状态。
6.如权利要求5所述的一种定量取烟装置,其特征在于:所述盒体(1)上与抬升机构(2)同侧的外侧壁上设置有烟支架(13),当抬升机构(2)抬起烟支(3)时,烟支(3)能滑入烟支架(13)内。
7.如权利要求6所述的一种定量取烟装置,其特征在于:所述烟支架(13)外侧壁高于所述盒体(1)上表面所在平面。
8.如权利要求2或3所述的一种定量取烟装置,其特征在于:所述抬升部(22)上表面宽度等于烟支(3)直径。
技术总结
本技术涉及一种定量取烟装置,包括盒体和抬升机构。盒体用于存放烟支;所述盒体为矩形,其宽度大于等于所放烟支长度;所述盒体长度大于所放烟支直径的十六倍且小于所放烟支直径的十七倍。抬升机构设置安装在所述盒体内,能将所述盒体内存放的烟支抬起。通过该定量取烟装置,每次装满盒体时所装烟支恰好为十六支,无需点数,每盒烟支正好与包装一列烟同时用完,便于生产计数。当装置内烟支与小盒不匹配时即可判定一段工序内烟支配装错误,对该列烟的烟支配装进行检查,提高了生产装配的准确性,减少次品产生。
技术研发人员:李贵强,赵国胜,方华,尹怀群
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:20230804
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!