一种极片裁断贴大面胶机构的制作方法
本技术涉及极片贴胶设备,具体涉及一种极片裁断贴大面胶机构。
背景技术:
1、随着科学技术的进步,极大地拉动了工业链产业的发展,工业产品的市场需求越来越大,从而促使各地的制造工厂越来越多,以满足日益增长的市场需求。科学技术的不断进步对于电池生产制造业的影响也十分巨大,各种设备越来越多样化,移动手机、平板电脑、笔记本电脑等通信产品不断的更新换代,但它们都有一个共同的发展趋势是轻量化和方便移动,因此,为设备提供电源的移动电池扮演着越来越重要的角色,市场的需求量也越来越大。
2、在现有的生产加工过程中,需要对极片的正反两面进行贴胶纸操作。在现有的技术中,一般是通过人工贴胶纸的方式对极片进行贴胶。人工贴胶纸的方式不仅仅效率低,而且人工贴胶纸存在一定的误差,在对体形较大片的电池极片进行贴胶纸误差更大,工作起来及其不方便,且影响产品的质量。而市面上存在的一些极片贴胶设备,仅仅适用于体形较小的电池极片,对于较大片的电池极片往往不能正常进行贴胶纸操作,或者工作起来不够稳定,使得大片的极片贴胶纸不规范,影响产品的质量。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种极片裁断贴大面胶机构。
2、本实用新型的技术方案如下:
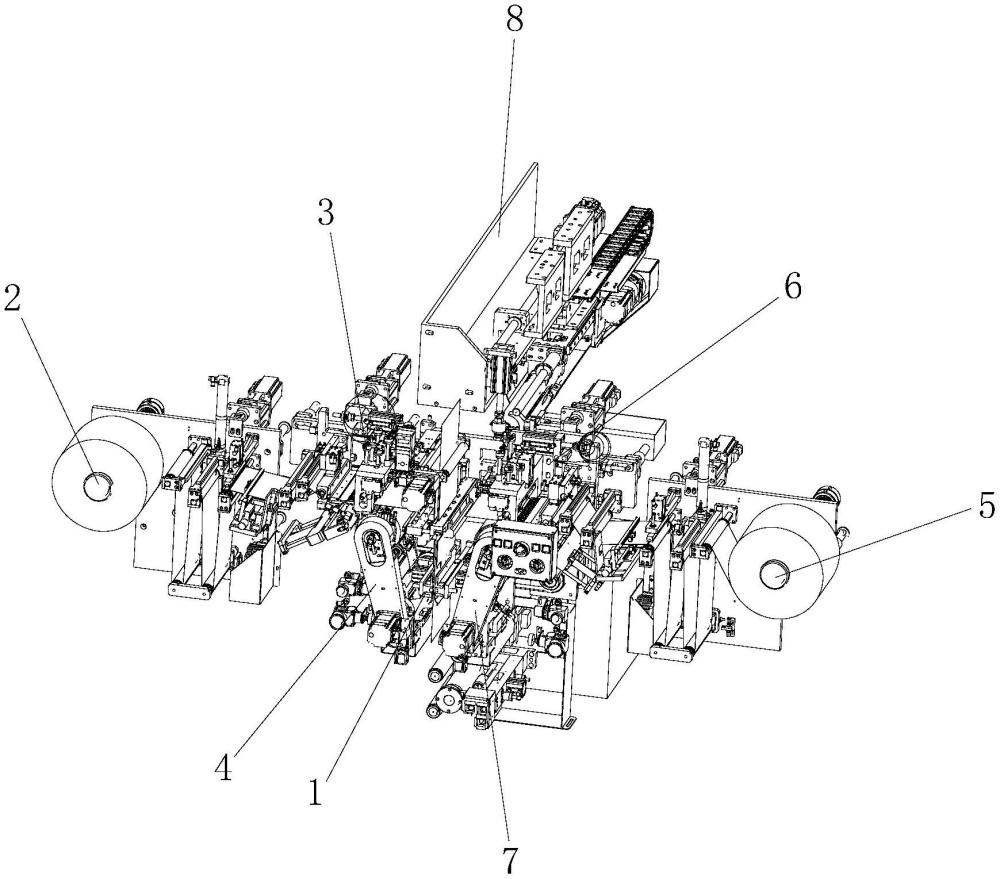
3、一种极片裁断贴大面胶机构,包括极片裁断组件及相对设置在极片裁断组件两侧的第一放卷组件、第一送胶组件、第一贴胶摆辊组件和第二放卷组件、第二送胶组件、第二贴胶摆辊组件;
4、所述第一放卷组件用于提供胶纸a,所述第一送胶组件用于将胶纸a送至第一贴胶摆辊组件,所述第一贴胶摆辊组件用于将胶纸a辊贴在极片的一面;
5、所述第二放卷组件用于提供胶纸b,所述第二送胶组件用于将胶纸b送至第二贴胶摆辊组件,所述第二贴胶摆辊组件用于将胶纸b辊贴在极片的另一面;
6、所述极片裁断组件用于将极片切断形成极片头部与极片尾部。
7、其中,所述第一放卷组件、第二放卷组件的结构相同,均包括放卷纠偏组件、活动设置在放卷纠偏组件上的放卷大板及设置在放卷大板上的放胶轴、蹬胶组件、动胶辊、压带组件、纠偏支架组件;
8、所述放胶轴位于蹬胶组件的一侧,用于胶纸料卷支撑;
9、所述蹬胶组件通过蹬胶气缸驱动下方的动胶辊向下运动实现胶纸缓存;
10、所述压带组件位于蹬胶组件的上方,通过压带气缸实现胶纸压紧;
11、所述纠偏支架组件位于蹬胶组件的另一侧,用于检测胶纸边缘位置;
12、所述放卷纠偏组件根据纠偏支架组件反馈的胶纸边缘位置通过伺服驱动放卷大板前后移动。
13、其中,所述第一送胶组件和第二送胶组件的结构相同,均包括送胶纠偏组件、活动设置在送胶纠偏组件上的送胶大板及设置在送胶大板上的送胶气缸、夹胶气缸、送胶夹板、切胶组件、切胶左压胶组件、切刀右压胶组件、纠偏感应器组件;
14、所述送胶气缸的气缸轴与夹胶气缸连接,所述夹胶气缸的气缸轴与送胶夹板连接,所述送胶夹板活动位于切胶组件的一侧,所述送胶夹板在夹胶气缸的作用下夹住胶纸并通过送胶气缸将胶纸头部送到下一工位,所述切胶组件用于将胶纸在指定位置切断;
15、所述切胶左压胶组件、切刀右压胶组件相对设置在切胶组件上,用于将胶纸压紧;
16、所述纠偏感应器组件位于切胶组件的另一侧,用于检测胶纸边缘位置;
17、所述送胶纠偏组件根据纠偏感应器组件反馈的胶纸边缘位置通过伺服驱动送胶大板前后移动。
18、其中,所述第一贴胶摆辊组件和第二贴胶摆辊组件的结构相同,均包括摆辊驱动组件及转动设置在摆辊驱动组件上的贴胶滚筒、贴胶滚筒驱动伺服电机、离合器、滚筒同步带、胶纸头部压胶组件、压胶旋转驱动伺服电机、压胶同步带、不良胶纸剔除组件,所述贴胶滚筒驱动伺服电机通过离合器与滚筒同步带的一端传动连接,所述滚筒同步带的另一端与贴胶滚筒传动连接,所述贴胶滚筒上设有吸附孔用于吸附胶纸,所述胶纸头部压胶组件设置在贴胶滚筒的上方用于将胶纸头部压在贴胶滚筒上,所述压胶旋转驱动伺服电机通过压胶同步带与胶纸头部压胶组件传动连接,所述不良胶纸剔除组件设置在贴胶滚筒的一侧用于剔除不良胶纸。
19、其中,所述极片裁断组件包括沿着极片输送方向依次设置的极片头部驱动组件、极片切刀组件、极片尾部夹片组件和极片驱动组件;
20、所述极片头部驱动组件用于将极片头部向下输送;
21、所述极片切刀组件用于将极片裁断形成极片头部和极片尾部,通过切刀升降驱动气缸驱动上下运动以提供贴胶位置或单卷位置;
22、所述极片尾部夹片组件用于夹住极片尾部;
23、所述极片驱动组件用于驱动极片尾部向前运动。
24、其中,所述极片裁断组件的上方还设置有单卷组件用于排出不良极片,该单卷组件包括废料卷针组件、废料卷针驱动组件和收废料组件;
25、所述废料卷针组件通过废料卷针驱动组件驱动伸出,用于将极片裁断组件裁断后的废料极片头部夹紧,再将废料极片卷绕在其上;
26、所述收废料组件位于废料卷针组件的下方,用于存储废料卷针机构排出的极片。
27、相对于现有技术,本实用新型的有益效果在于:
28、1、本实用新型的整个极片贴胶过程无需人工贴胶,大大节省了人力成本及降低劳动强度,从而显著提高生产效率,同时避免了人工贴胶而产生的误差,进而提高了产品合格率,从而达到了自动化程度高的目的;
29、2、本实用新型可以适应体形较大的极片贴胶工作,整个贴胶过程可以稳定而顺畅的进行,使极片上的胶纸粘贴得更加规范,从而大大的提高了产品的质量。
技术特征:
1.一种极片裁断贴大面胶机构,其特征在于:包括极片裁断组件及相对设置在极片裁断组件两侧的第一放卷组件、第一送胶组件、第一贴胶摆辊组件和第二放卷组件、第二送胶组件、第二贴胶摆辊组件;
2.根据权利要求1所述的一种极片裁断贴大面胶机构,其特征在于:所述第一放卷组件、第二放卷组件的结构相同,均包括放卷纠偏组件、活动设置在放卷纠偏组件上的放卷大板及设置在放卷大板上的放胶轴、蹬胶组件、动胶辊、压带组件、纠偏支架组件;
3.根据权利要求1所述的一种极片裁断贴大面胶机构,其特征在于:所述第一送胶组件和第二送胶组件的结构相同,均包括送胶纠偏组件、活动设置在送胶纠偏组件上的送胶大板及设置在送胶大板上的送胶气缸、夹胶气缸、送胶夹板、切胶组件、切胶左压胶组件、切刀右压胶组件、纠偏感应器组件;
4.根据权利要求1所述的一种极片裁断贴大面胶机构,其特征在于:所述第一贴胶摆辊组件和第二贴胶摆辊组件的结构相同,均包括摆辊驱动组件及转动设置在摆辊驱动组件上的贴胶滚筒、贴胶滚筒驱动伺服电机、离合器、滚筒同步带、胶纸头部压胶组件、压胶旋转驱动伺服电机、压胶同步带、不良胶纸剔除组件,所述贴胶滚筒驱动伺服电机通过离合器与滚筒同步带的一端传动连接,所述滚筒同步带的另一端与贴胶滚筒传动连接,所述贴胶滚筒上设有吸附孔用于吸附胶纸,所述胶纸头部压胶组件设置在贴胶滚筒的上方用于将胶纸头部压在贴胶滚筒上,所述压胶旋转驱动伺服电机通过压胶同步带与胶纸头部压胶组件传动连接,所述不良胶纸剔除组件设置在贴胶滚筒的一侧用于剔除不良胶纸。
5.根据权利要求1所述的一种极片裁断贴大面胶机构,其特征在于:所述极片裁断组件包括沿着极片输送方向依次设置的极片头部驱动组件、极片切刀组件、极片尾部夹片组件和极片驱动组件;
6.根据权利要求1所述的一种极片裁断贴大面胶机构,其特征在于:所述极片裁断组件的上方还设置有单卷组件用于排出不良极片,该单卷组件包括废料卷针组件、废料卷针驱动组件和收废料组件;
技术总结
本技术公开一种极片裁断贴大面胶机构,包括极片裁断组件及相对设置在极片裁断组件两侧的第一放卷组件、第一送胶组件、第一贴胶摆辊组件和第二放卷组件、第二送胶组件、第二贴胶摆辊组件;第一放卷组件用于提供胶纸A,第一送胶组件用于将胶纸A送至第一贴胶摆辊组件,第一贴胶摆辊组件用于将胶纸A辊贴在极片的一面;第二放卷组件用于提供胶纸B,第二送胶组件用于将胶纸B送至第二贴胶摆辊组件,第二贴胶摆辊组件用于将胶纸B辊贴在极片的另一面;极片裁断组件用于将极片切断形成极片头部与极片尾部。本技术可实现自动化贴胶,可大大节省人力成本及降低劳动强度,提高生产效率;且可适应于体形较大的极片贴胶工作。
技术研发人员:周威杰,范全,郭钦沛,蒋鹏
受保护的技术使用者:东莞市雅康精密机械有限公司
技术研发日:20230804
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!