三氯化磷装车系统的制作方法
本技术涉及化工生产领域,具体涉及三氯化磷装车系统。
背景技术:
1、三氯化磷是化工生产的重要原料,同时也用于生产三氯氧磷和亚磷酸。三氯化磷的生产主要是将液态的黄磷以及气态的氯气在氯化塔中反应,然后经过精馏、分离、冷却等工序得到一定纯度的液态的三氯化磷。
2、三氯化磷的成品通常以槽罐车运输以及桶装包装后运输的方式对外销售。三氯化磷属于危险化学品,在运输过程中受到管制,遇到空气时会产生雾化的盐酸并同时释放热量,具有腐蚀性。在装车或者储存过程中如果造成泄漏或导致环境污染以及安全事故。三氯化磷的成品一般在储罐、计量罐等容器中储存,由于各类储罐以及运输用的槽罐内均存在空气,在存储和装车过程中会有盐酸气体的产生,因此除了要防止三氯化磷泄漏,还要尽量避免三氯化磷在各罐体内分解以及对分解后的气体进行有效处理。
技术实现思路
1、为了保证三氯化磷存储以及装车过程中的安全,避免发生泄漏,以及对存储和装车过程中的废气有效处理,防止造成环境污染,本实用新型的目的在于提供三氯化磷装车系统。
2、本实用新型采取的技术方案为:
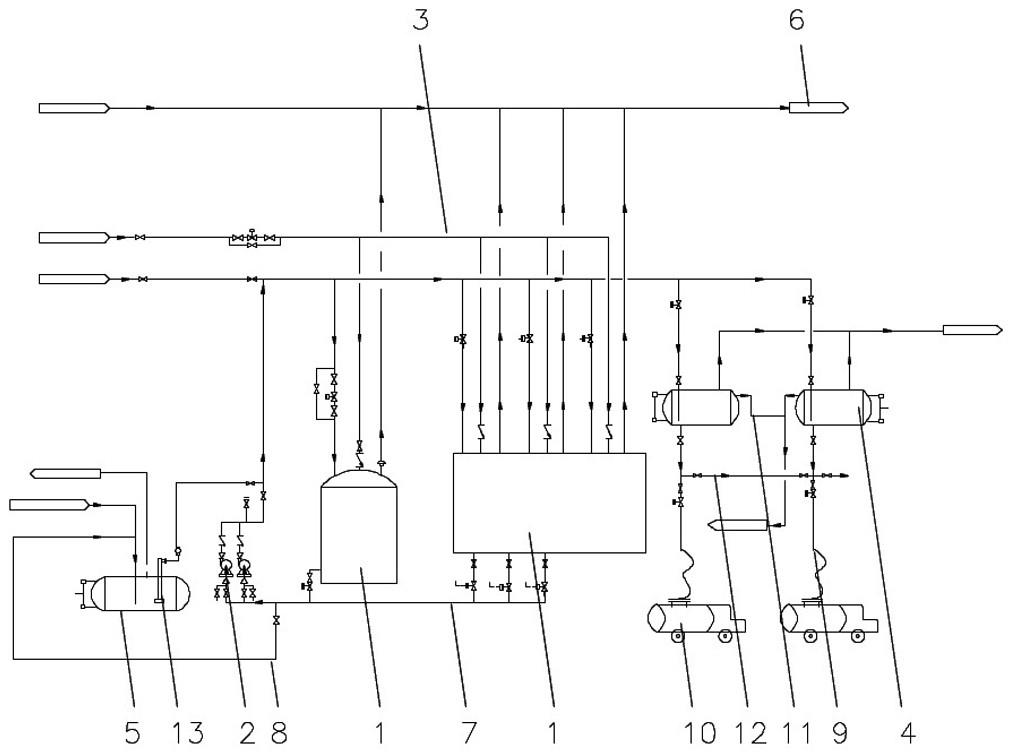
3、三氯化磷装车系统,包括三氯化磷成品储槽和三氯化磷发料泵,三氯化磷成品通过成品采集泵、管道和阀门的控制进入三氯化磷成品储罐,三氯化磷发料泵自三氯化磷成品储槽抽取三氯化磷成品并输送至槽罐车内,各所述的三氯化磷成品储槽顶部分别设有进气口和排气口,进气口连接有氮气输入管道,排气口通过管道连接废气处理单元,三氯化磷发料泵的输出端连接有多个三氯化磷计量罐,各所述三氯化磷计量罐的底部通过管道和控制阀连接槽罐车的槽罐,三氯化磷计量罐的顶部分别设有排气口,排气口通过管道连接废气处理单元;各所述的三氯化磷成品储槽的底部分别经管道连接事故倒料罐,各所述的三氯化磷计量罐的顶部通过溢流管道依次串接,所述溢流管道连接事故倒料罐;所述事故倒料罐内安装有倒料泵,倒料泵通过管道将内部的三氯化磷输送至三氯化磷成品储槽或者三氯化磷计量罐。
4、进一步地,所述废气处理单元包括尾气缓冲罐、真空缓冲罐以及一级以上的尾气吸收塔,所述三氯化磷成品储槽顶部的排气口连接尾气缓冲罐,所述槽罐车的槽罐内的尾气经管道进入真空缓冲罐,所述尾气缓冲罐和真空缓冲罐内的尾气经管道进入尾气吸收塔的中部,各尾气吸收塔的顶部通过管道连接下级尾气吸收塔的中部,末级尾气吸收塔的顶部连接有引风机,所述引风机将尾气吸收塔内处理后的尾气排出。
5、进一步地,所述尾气吸收塔包括塔体、碱液循环泵以及塔体内部的填料,碱液循环泵自塔体底部吸收碱液并循环至塔体顶部向下喷淋,尾气自下而上穿过填料与碱液接触吸收。
6、进一步地,包括四个并列的三氯化磷成品储槽,三氯化磷成品储槽高于所述事故倒料罐。
7、进一步地,包括两个三氯化磷计量罐,各所述三氯化磷计量罐的底部分别设有连接槽罐车的管道以及连接装桶包装工站的装桶管道。
8、进一步地,所述氮气输入管道上安装有压力控制阀,氮气输入管道连接各三氯化磷成品储槽的支路管道上安装有单向截止阀。
9、进一步地,所述三氯化磷计量罐安装有液位传感器,三氯化磷计量罐与三氯化磷发料泵连接的管道上安装有控制阀,当三氯化磷计量罐处于高液位时,液位传感器传递信号至dcs控制系统,并关闭所述控制阀。
10、再进一步地,所述事故倒料罐安装有液位传感器,当事故倒料罐处于高液位时,液位传感器传递信号至dcs控制系统,开启所述倒料泵。
11、采取以上技术方案后,本实用新型的有益效果为:
12、通过多个三氯化磷成品储槽和三氯化磷计量槽对三氯化磷成品有效储存和计量,在三氯化磷成品储槽内通入一定压力的氮气,将储槽内的空气置换,避免三氯化磷的分解,在三氯化磷成品储槽和三氯化磷计量槽顶部通过管道连接废气处理单元,将内部的含盐酸的气体吸收处理,避免造成环境的污染。
13、三氯化磷成品储槽和三氯化磷计量槽分别通过管道连接事故倒料罐,在储罐发生泄漏等故障或者存在安全隐患时,可以将内部的三氯化磷转移到储罐内,同时储罐内的废气也通过管道送至废气处理单元处理,提高了整个系统的安全性。
14、通过自动化控制的技术,利用车间的dcs实现三氯化磷计量槽高液位时停止进料,事故倒料罐高液位时的排料等,避免因液位过高等原因导致的溢流泄漏。
技术特征:
1.三氯化磷装车系统,包括三氯化磷成品储槽和三氯化磷发料泵,三氯化磷成品通过成品采集泵、管道和阀门的控制进入三氯化磷成品储罐,三氯化磷发料泵自三氯化磷成品储槽抽取三氯化磷成品并输送至槽罐车内,其特征在于,各所述的三氯化磷成品储槽顶部分别设有进气口和排气口,进气口连接有氮气输入管道,排气口通过管道连接废气处理单元,三氯化磷发料泵的输出端连接有多个三氯化磷计量罐,各所述三氯化磷计量罐的底部通过管道和控制阀连接槽罐车的槽罐,三氯化磷计量罐的顶部分别设有排气口,排气口通过管道连接废气处理单元;各所述的三氯化磷成品储槽的底部分别经管道连接事故倒料罐,各所述的三氯化磷计量罐的顶部通过溢流管道依次串接,所述溢流管道连接事故倒料罐;所述事故倒料罐内安装有倒料泵,倒料泵通过管道将内部的三氯化磷输送至三氯化磷成品储槽或者三氯化磷计量罐。
2.根据权利要求1所述的三氯化磷装车系统,其特征在于,所述废气处理单元包括尾气缓冲罐、真空缓冲罐以及一级以上的尾气吸收塔,所述三氯化磷成品储槽顶部的排气口连接尾气缓冲罐,所述槽罐车的槽罐内的尾气经管道进入真空缓冲罐,所述尾气缓冲罐和真空缓冲罐内的尾气经管道进入尾气吸收塔的中部,各尾气吸收塔的顶部通过管道连接下级尾气吸收塔的中部,末级尾气吸收塔的顶部连接有引风机,所述引风机将尾气吸收塔内处理后的尾气排出。
3.根据权利要求2所述的三氯化磷装车系统,其特征在于,所述尾气吸收塔包括塔体、碱液循环泵以及塔体内部的填料,碱液循环泵自塔体底部吸收碱液并循环至塔体顶部向下喷淋,尾气自下而上穿过填料与碱液接触吸收。
4.根据权利要求1所述的三氯化磷装车系统,其特征在于,包括四个并列的三氯化磷成品储槽,三氯化磷成品储槽高于所述事故倒料罐。
5.根据权利要求1所述的三氯化磷装车系统,其特征在于,包括两个三氯化磷计量罐,各所述三氯化磷计量罐的底部分别设有连接槽罐车的管道以及连接装桶包装工站的装桶管道。
6.根据权利要求1所述的三氯化磷装车系统,其特征在于,所述氮气输入管道上安装有压力控制阀,氮气输入管道连接各三氯化磷成品储槽的支路管道上安装有单向截止阀。
7.根据权利要求1所述的三氯化磷装车系统,其特征在于,所述三氯化磷计量罐安装有液位传感器,三氯化磷计量罐与三氯化磷发料泵连接的管道上安装有控制阀,当三氯化磷计量罐处于高液位时,液位传感器传递信号至dcs控制系统,并关闭所述控制阀。
8.根据权利要求1所述的三氯化磷装车系统,其特征在于,所述事故倒料罐安装有液位传感器,当事故倒料罐处于高液位时,液位传感器传递信号至dcs控制系统,开启所述倒料泵。
技术总结
本技术涉及化工生产领域,提供了三氯化磷装车系统。由三氯化磷成品储槽、三氯化磷发料泵、氮气输入管道、三氯化磷计量罐、事故倒料罐、废气处理单元以及相关的管道、阀门、仪表等组成,通过多个三氯化磷成品储槽和三氯化磷计量槽对三氯化磷成品有效储存和计量,在三氯化磷成品储槽内通入一定压力的氮气,将储槽内的空气置换,在三氯化磷成品储槽和三氯化磷计量槽顶部通过管道连接废气处理单元,避免造成环境的污染。三氯化磷成品储槽和三氯化磷计量槽分别通过管道连接事故倒料罐,在储罐发生泄漏等故障或者存在安全隐患时,可以将内部的三氯化磷转移到储罐内,提高了整个系统的安全性。
技术研发人员:殷鹏,朱友荣,戴羽垚
受保护的技术使用者:泰兴市申龙化工有限公司
技术研发日:20230814
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!