一种真空吸附上料装置的制作方法
本技术涉及上料设备,具体为一种真空吸附上料装置。
背景技术:
1、高密度硬纸板在电气绝缘行业广泛应用。在硬纸板的加工过程中,需要用到冲床进行冲压,冲压出各种形状的绝缘垫片或者绝缘角环等条状及块状绝缘件。
2、目前在进行硬纸板的冲压时,通常需要工作人员将硬纸板放入到冲床的冲压头底部,冲压完成之后取下硬纸板,然后进行后续硬纸板的冲压,这种传统的冲压方式效率较低,并且工作人员的劳动强度较大,不适用于工厂的生产线工艺。
3、而中国专利号为cn104891221a,公开了冲床自动送料系统,其通过将硬纸板堆叠在表面光滑的传送带2上,真空吸附器12将最下面的一块硬纸板吸附,穿过限高挡板3与传送带2之间的缝隙进入后续的工序中,通过上述方式虽然实现了替代人工进行自动上料,但是对于硬纸板的厚度要求较高,需要与限高挡板3和传送带2之间的距离保证一致,厚度较大,则硬纸板不能通过,厚度较小,上边的硬纸板也会通过缝隙,并且由于硬纸板是堆叠放置,还需要能够在传送带上移动,在限高挡板3对上边的硬纸板遮挡时,由于与最下面的硬纸板之间的摩擦,可能会使得上边的硬纸板发生错位,后续进行冲压时,冲压位置会出现偏差,因此上述送料系统的送料效果较差,实用性较低。
技术实现思路
1、为解决上述背景技术中存在的技术问题,本实用新型提供了一种真空吸附上料装置。
2、本实用新型技术方案如下:一种真空吸附上料装置,包括机架,所述机架上设置有安装架,所述安装架上沿长度方向的一侧固装有安装板,所述安装板靠近安装架中心的一侧滑动设置有移动架,所述安装架上安装有驱动移动架水平移动的第一伸缩缸;
3、所述移动架远离安装板的一侧安装有第二伸缩缸,第二伸缩缸的输出端竖直向下设置,且输出端连接有升降架;
4、所述升降架底部安装有多组真空吸盘,所述机架上还设置有多组相对设置的工件夹具,且真空吸盘在机架方向上的投影处于相对的工件夹具中间。
5、为了滑块配合滑轨实现l形板的滑动,所述移动架为l形板,l形板的竖板背侧安装有滑块,且安装板前侧安装有用于滑块滑动的滑轨。
6、如上所述的一种真空吸附上料装置,所述第二伸缩缸竖直的安装于l形板的横板上,且至少设置一条。
7、为了防止l形板的过度移动,在两侧起到缓冲的作用,l形板底部两侧安装有限位板,且安装板两侧通过支架安装有缓冲器,且限位板能够与缓冲器的缓冲端接触。
8、为了提高对工件的吸附能力,所述真空吸盘的吸盘端竖直向下设置,多组吸盘端处于同一高度。多组真空吸盘的设置可以提高对工件的吸力,使得工件的提升更加的稳定。
9、如上所述的一种真空吸附上料装置所述升降架底部安装有l形架,所述l形架的横架处竖向滑动安装有滑动部件,所述l形架的竖架处安装有光电式传感器,且感应端朝向设置有滑动部件的一侧;
10、所述滑动部件初始位置的底端低于真空吸盘的底端,顶端低于光电式传感器,且顶端能过滑动至与光电式传感器平齐的高度。在进行吸附硬纸板时,滑动部件率先接触到硬纸板,向上滑动,滑动至顶端与光电式传感器平齐,此时真空吸盘刚好与硬纸板接触,光电式传感器传递信号给控制器,控制第二伸缩缸停止输出,真空吸盘工作,将硬纸板吸紧。提高了本装置的自动化程度,防止了过度移动损坏吸盘。
11、作为优选方案,每组工件夹具包括相对两个安装于机架上的伺服电动推杆,伺服电动推杆的输出端安装有夹紧块;夹紧块的位置可以通过伺服电动推杆来精确定位,以适应纸板条的不同宽度,使得真空吸盘在机架方向上的投影处于相对的工夹具中间。
12、所述夹紧块上端竖直安装有限位柱。两组相对的伺服电动推杆配合夹紧块带动限位柱对中间叠放的硬纸板进行限位。
13、为了使得硬纸板更加的平齐,靠近安装架一侧的机架中间竖向安装有限位挡板,且限位挡板位于边缘的伺服电动推杆的外侧。限位挡板可以对堆叠的硬纸板的前端进行限位。
14、为了适配多种型号不用的硬纸板的送料,靠近安装架一侧的机架上设置有送料装置,所述送料装置包括两个平行设置的送料辊;
15、上边送料辊能够通过升降气缸驱动升降,下边送料辊通过驱动电机驱动转动。送料装置后边为冲压设备,升降的送料辊可以调节两个送料辊之间的距离。
16、作为优选方案,所述送料装置靠近安装架的一侧还设置有送料板,且送料板与下边送料辊的最高点处于同一水平面;所述送料板处设置有光电式传感器。送料板的设置可以使得硬纸板稳定的进入到送料辊处,并且光电式传感器的设置可以用于控制真空吸盘卸掉吸力以及控制驱动电机带动下方的送料辊转动,将硬纸板向后传递到冲压设备处。
17、本实用新型的有益效果在于:本实用新型为一种真空吸附上料装置,其通过在冲压装置前设置了机架,机架上设置第一伸缩缸、第二伸缩缸配合真空吸盘,可以将机架上堆叠的硬纸板一一送至送料装置处,通过送料装置传递到冲压设备处尽心冲压,取代了传统的通过人工进行上料的方式,提高了上料的效率,节省了人力,大大提高了化程度,并且相对于现有技术,本方案不受硬纸板型号的限制,配合可调节的送料辊可以适应多种不同型号的硬纸板,扩大了适用范围,并且工件夹具可以对硬纸板进行码齐保护,一方面防止损坏硬纸板,另一方面保证了堆叠的硬纸板的整齐度,避免了硬纸板的错位,为后续的冲压工序的精确度提供保障。
技术特征:
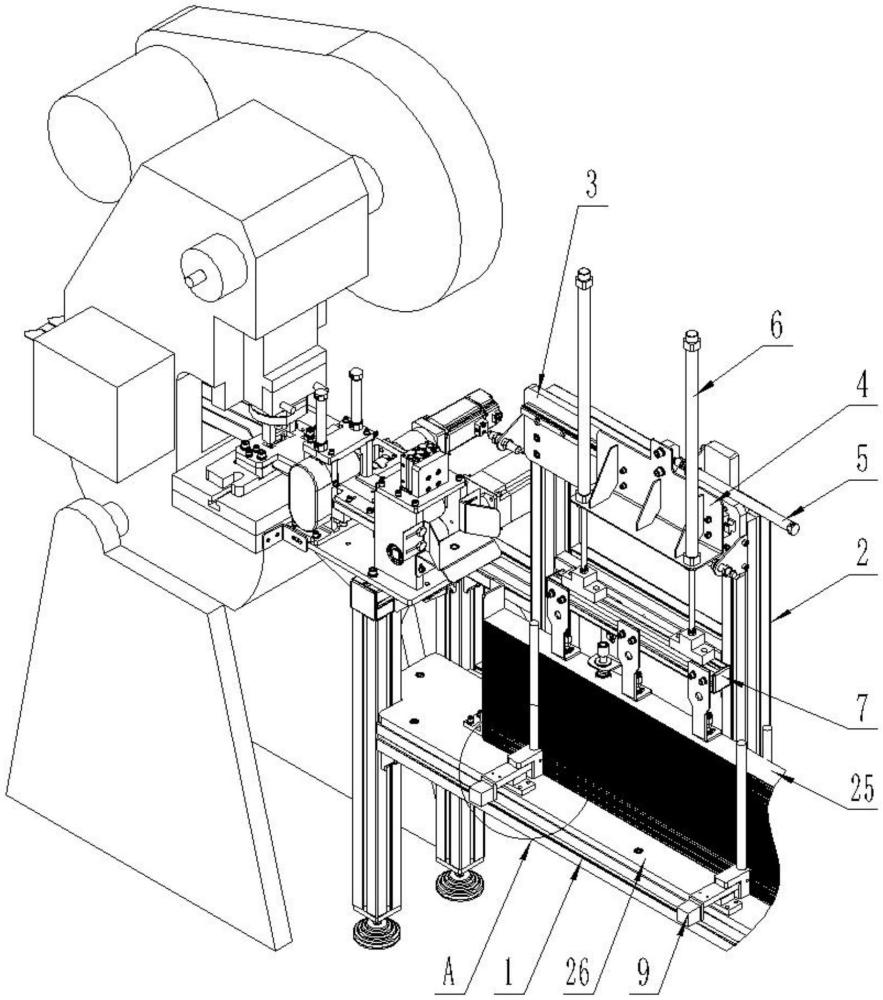
1.一种真空吸附上料装置,其特征在于,包括机架(1),所述机架(1)上设置有安装架(2),所述安装架(2)上沿长度方向的一侧固装有安装板(3),所述安装板(3)靠近安装架(2)中心的一侧滑动设置有移动架(4),所述安装架(2)上安装有驱动移动架(4)水平移动的第一伸缩缸(5);
2.根据权利要求1所述的真空吸附上料装置,其特征在于,所述移动架(4)为l形板,l形板的竖板背侧安装有滑块(10),且安装板(3)前侧安装有用于滑块(10)滑动的滑轨(11)。
3.根据权利要求2所述的真空吸附上料装置,其特征在于,所述第二伸缩缸(6)竖直的安装于l形板的横板上,且至少设置一条。
4.根据权利要求3所述的真空吸附上料装置,其特征在于,l形板底部两侧安装有限位板(12),且安装板(3)两侧通过支架(13)安装有缓冲器(14),且限位板(12)能够与缓冲器(14)的缓冲端接触。
5.根据权利要求1所述的真空吸附上料装置,其特征在于,所述真空吸盘(8)的吸盘端竖直向下设置,多组吸盘端处于同一高度。
6.根据权利要求5所述的真空吸附上料装置,其特征在于,所述升降架(7)底部安装有l形架(15),所述l形架(15)的横架处竖向滑动安装有滑动部件(16),所述l形架(15)的竖架处安装有光电式传感器(17),且感应端朝向设置有滑动部件(16)的一侧;
7.根据权利要求4所述的真空吸附上料装置,其特征在于,每组工件夹具(9)包括相对两个安装于机架(1)上的伺服电动推杆(91),伺服电动推杆(91)的输出端安装有夹紧块(92);
8.根据权利要求7所述的真空吸附上料装置,其特征在于,所述机架(1)在工件夹具(9)夹紧平面所在的竖直平面位置处安装有限位挡板(94),且限位挡板(94)靠近安装板(3)一侧设置。
9.根据权利要求8所述的真空吸附上料装置,其特征在于,靠近安装架(2)一侧的机架(1)上设置有送料装置,所述送料装置包括两个平行设置的送料辊(18);
10.根据权利要求9所述的真空吸附上料装置,其特征在于,所述送料装置靠近安装架(2)的一侧还设置有送料板(21),且送料板(21)与下边送料辊(18)的最高点处于同一水平面;
技术总结
一种真空吸附上料装置,包括机架,机架上设置有安装架,所述安装架上端固装有安装板,安装板前侧滑动设置有移动架,安装架上安装有驱动移动架水平移动的第一伸缩缸;移动架远离安装板的一侧安装有第二伸缩缸,第二伸缩缸的输出端竖直向下设置,且输出端连接有升降架;本方案不受硬纸板型号的限制,配合可调节的送料辊可以适应多种不同型号的硬纸板,扩大了适用范围,并且工件夹具可以对硬纸板进行码齐保护,一方面防止损坏硬纸板,另一方面保证了堆叠的硬纸板的整齐度,避免了硬纸板的错位,为后续的冲压工序的精确度提供保障。
技术研发人员:付全刚,和焕伟,宋珂,张继杰,赵礼栋,牛立刚,付浩然
受保护的技术使用者:泰安鑫杰机械有限公司
技术研发日:20230815
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!