一种金属箔材收卷装置的制作方法
本技术涉及金属箔材收卷,具体涉及一种金属箔材收卷装置。
背景技术:
1、金属带箔材在轧制及清洗后,均需收卷装置来收取金属箔材。现有金属带箔材收卷机的熨平辊是由摆臂带动的旋转结构,其摆臂运动由铰接液压缸驱动。在整个收卷过程中,随着金属箔卷直径的逐渐增大,熨平辊与金属箔卷接触点位置在不断变化。在铰接液压缸驱动力及收卷张力恒定的情况下,熨平辊对金属箔卷施加的熨平压力,随熨平辊与金属箔卷接触点位置的变化而发生变化。对于较厚的金属带箔材,由于铰接液压缸驱动力及收卷张力均较大,熨平压力的变化量相对设定的目标熨平压力仍然在可接受范围内,但对于厚度极薄的金属箔材(例如电池箔、电子箔等),由于铰接液压缸驱动力及收卷张力均较小,则熨平压力的变化量相对设定的目标熨平压力实际已处于失控状态,其最明显的变现为金属箔收卷过程中会出现褶皱和错层问题,尤其是褶皱问题会直接导致金属箔报废,从而给企业带来严重经济损失,因此该问题已成为厚度极薄的金属箔材生产过程中必须克服的技术问题。
技术实现思路
1、为了克服背景技术中的不足,本实用新型公开了一种金属箔材收卷装置,包括收卷机构、熨平装置、纠偏装置,收卷机构、纠偏装置分别固定设置在熨平装置两端,熨平装置包括熨平装置底座、熨平辊组合,熨平辊组合上转动设置有熨平辊,熨平辊组合滑动设置在熨平装置底座上部;金属箔材收卷装置工作过程中,收卷机构卷取金属箔生成金属箔卷,熨平辊对金属箔卷施加熨平压力,熨平辊组合以平移的方式在熨平装置底座上水平移动、逐渐远离收卷机构,保证了收卷过程中熨平辊对金属箔卷施加的熨平压力的恒定性。
2、一种金属箔材收卷装置,包括收卷机构、熨平装置,收卷机构上转动设置有卷轴;收卷机构固定设置在熨平装置一端;熨平装置包括熨平装置底座、熨平辊组合,熨平辊组合上转动设置有熨平辊,熨平辊轴线与卷轴轴线处于同一平面内,且该平面为水平面;熨平辊组合滑动设置在熨平装置底座上部;金属箔材收卷装置工作过程中,收卷机构卷取金属箔生成金属箔卷,熨平辊对金属箔卷施加恒定的熨平压力,熨平辊组合随着金属卷直径的逐渐增大以水平移动的方式在熨平装置底座上滑动,逐渐远离收卷机构;在熨平辊组合逐渐远离收卷机构的过程中,熨平辊与金属箔卷的接触点始终处在熨平辊轴线与卷轴轴线所在平面内,熨平辊对金属箔卷接触点的施力方向始终为水平、且不发生改变,从而保证熨平辊对金属箔卷施加熨平压力的稳定性。
3、进一步的,还包括纠偏装置,纠偏装置固定设置在熨平装置远离收卷机构的一端;纠偏装置保证金属箔在卷取过程中避免出现错层现象。
4、进一步的,熨平装置还包括展平辊组合;展平辊组合中转动设置有展平辊,展平辊两端轴承座下部固定设置有张力检测传感器,张力检测传感器为双向拉压称重传感器,其通过检测带有张力的金属箔包绕在展平辊所产生的拉应力或压应力(金属箔包绕在展平辊的方向不同),检测金属箔的张力;展平辊用于保证金属箔在卷取过程中不出现褶皱现象,张力检测传感器在金属箔卷取过程中动态检测金属箔张力,并通过反馈控制保证金属箔张力的稳定性。
5、进一步的,展平辊为可变凸度辊;展平辊工作中,其外圆周面的轴向剖面线为带有凸度的弧线,且弧线的凸度可以调整,当带有张力的金属箔包绕在带有凸度的展平辊外圆周面上时,金属箔宽度方向两侧会产生垂直于长度方向相反向外的拉应力,该拉应力会使金属箔沿展平辊轴线自动展平,防止金属箔产生褶皱。
6、进一步的,熨平装置底座中转动设置有丝杠,丝杠由伺服电机及减速机构驱动转动;熨平辊组合下部设置有施压装置,施压装置中活动设置有活塞,活塞一端固定设置有活塞杆,活塞杆与熨平辊组合固定连接;活塞通过活塞杆对熨平辊组合施加作用力,该作用力最终传递至熨平辊,施加在金属箔卷上形成熨平压力;施压装置上固定设置有丝杠螺母,丝杠螺母与丝杠啮合连接,丝杠转动时驱动丝杠螺母沿丝杠轴线做水平移动;丝杠螺母带动施压装置的加压缸缸体做水平移动,为金属箔材收卷装置工作时活塞在加压缸缸体中移动提供空间,防止活塞与加压缸缸体两端的端盖产生相撞。
7、进一步的,参见说明书附图7:施压装置为液动加压缸组合,活塞移动设置在施压装置的加压缸缸体的腔体中;加压缸缸体的腔体通过管道连通有液动伺服系统;该结构施压装置工作时,其对熨平辊组合输出的作用力(熨平压力)由加压缸缸体内位于活塞的非活塞杆侧腔体中液压油(或压缩气体)的压力确定,该压力由液动伺服系统控制,而与活塞在加压缸缸体内的位置无关;该结构施压装置工作时,丝杠为间歇性转动或连续性转动。
8、进一步的,活塞绕其轴线均布设有若干通孔;该结构施压装置工作时,其对熨平辊组合输出的作用力(熨平压力)由加压缸缸体内活塞两侧腔体中液压油(或压缩气体)作用在活塞两侧的压力差(由液压油或压缩气体压力和活塞两侧的面积差产生)确定,在两侧腔体中液压油(或压缩气体)压力恒定的前提下,活塞两侧的压力差保持恒定,而与活塞在加压缸缸体内的位置无关;该结构施压装置工作时,丝杠也为间歇性转动或连续性转动。
9、优选的,施压装置为弹性加压缸组合,活塞移动设置在加压缸缸体的腔体中;活塞一侧端面抵触设置有弹性元件;该结构的施压装置工作时,其对熨平辊组合输出的作用力(熨平压力)由加压缸缸体内弹性元件的压缩变形量确定,即与活塞在加压缸缸体内的位置有关;该结构的施压装置工作时,丝杠为连续性转动。
10、活塞杆通过压力检测传感器与熨平辊组合固定连接,通过压力检测传感器检测施压装置对熨平辊组合输出的作用力(熨平压力)。
11、由于采用如上所述的技术方案,本实用新型具有如下有益效果:本实用新型公开的一种金属箔材收卷装置,包括收卷机构、熨平装置、纠偏装置,收卷机构、纠偏装置分别固定设置在熨平装置两端,熨平装置包括熨平装置底座、熨平辊组合,熨平辊组合上转动设置有熨平辊,熨平辊组合滑动设置在熨平装置底座上部;金属箔材收卷装置工作过程中,收卷机构卷取金属箔生成金属箔卷,熨平辊对金属箔卷施加熨平压力,熨平辊组合以水平移动的方式在熨平装置底座上滑动,逐渐远离收卷机构;在熨平辊组合逐渐远离收卷机构的过程中,熨平辊与金属箔卷的接触点始终处在熨平辊轴线与卷轴轴线所在平面内,熨平辊对金属箔卷接触点的施力方向始终为水平、且不发生改变,从而保证熨平辊对金属箔卷施加熨平压力的稳定性,解决了厚度极薄的金属箔材在收卷过程中产生存在褶皱和错层问题,避免因褶皱问题给企业带来的经济损失,提高了企业的经济效益。
技术特征:
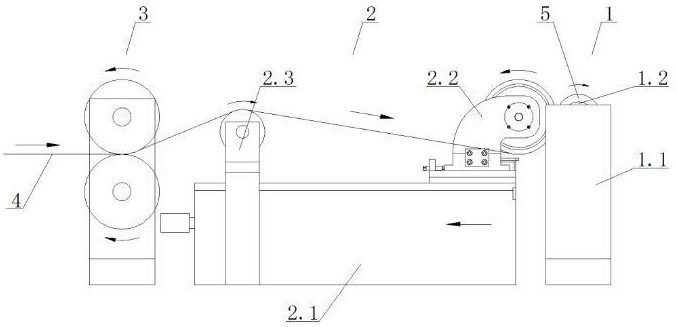
1.一种金属箔材收卷装置,其特征是:包括收卷机构(1)、熨平装置(2),收卷机构(1)固定设置在熨平装置(2)一端;熨平装置(2)包括熨平装置底座(2.1)、熨平辊组合(2.2),熨平辊组合(2.2)上转动设置有熨平辊(2.2.2),熨平辊组合(2.2)滑动设置在熨平装置底座(2.1)上部;金属箔材收卷装置工作过程中,收卷机构(1)卷取金属箔生成金属箔卷(4),熨平辊(2.2.2)对金属箔卷(4)施加恒定的熨平压力,熨平辊组合(2.2)以水平移动的方式逐渐远离收卷机构(1),保证熨平辊(2.2.2)对金属箔卷(4)施加熨平压力的稳定性。
2.根据权利要求1所述金属箔材收卷装置,其特征是:还包括纠偏装置(3),纠偏装置(3)固定设置在熨平装置(2)远离收卷机构(1)的一端。
3.根据权利要求1所述金属箔材收卷装置,其特征是:熨平装置(2)还包括展平辊组合(2.3);展平辊组合(2.3)中转动设置有展平辊(2.3.4),展平辊(2.3.4)下部固定设置有张力检测传感器(2.3.2)。
4.根据权利要求1所述金属箔材收卷装置,其特征是:展平辊(2.3.4)为可变凸度辊。
5.根据权利要求1所述金属箔材收卷装置,其特征是:熨平装置底座(2.1)中转动设置有丝杠(2.1.1);熨平辊组合(2.2)下部设置有施压装置(2.2.1.3),施压装置(2.2.1.3)中活动设置有活塞(2.2.1.3.1),活塞(2.2.1.3.1)一端固定设置有活塞杆,活塞杆与熨平辊组合(2.2)固定连接;施压装置(2.2.1.3)上固定设置有丝杠螺母(2.2.1.4),丝杠螺母(2.2.1.4)与丝杠(2.1.1)啮合连接。
6.根据权利要求5所述金属箔材收卷装置,其特征是:施压装置(2.2.1.3)为液动加压缸组合,活塞(2.2.1.3.1)移动设置在加压缸缸体的腔体中;加压缸缸体的腔体连通有液动伺服系统(2.1.2)。
7.根据权利要求6所述金属箔材收卷装置,其特征是:活塞(2.2.1.3.1)端面绕其轴线均布设有若干通孔。
8.根据权利要求5所述金属箔材收卷装置,其特征是:施压装置(2.2.1.3)为弹性加压缸组合,活塞(2.2.1.3.1)移动设置在加压缸缸体的腔体中;活塞(2.2.1.3.1)一侧端面抵触设置有弹性元件(2.2.1.3.2)。
9.根据权利要求6或7或8所述金属箔材收卷装置,其特征是:活塞杆通过压力检测传感器(2.2.1.3.3)与熨平辊组合(2.2)固定连接。
技术总结
一种金属箔材收卷装置,包括收卷机构、熨平装置、纠偏装置,收卷机构、纠偏装置分别固定设置在熨平装置两端;熨平装置包括熨平装置底座、熨平辊组合,熨平辊组合上转动设置有熨平辊,熨平辊组合滑动设置在熨平装置底座上部;金属箔材收卷装置工作过程中,收卷机构卷取金属箔生成金属箔卷,熨平辊对金属箔卷施加熨平压力,熨平辊组合以水平移动的方式在熨平装置底座上移动、逐渐远离收卷机构,保证了收卷过程中熨平辊对金属箔卷施加的熨平压力保持恒定,从而解决了厚度极薄的金属箔材在收卷过程中存在的因熨平压力不稳定所导致的褶皱和错层,避免因褶皱问题给企业带来的经济损失,提高了企业的经济效益。
技术研发人员:安燕子,冉练,王磊,亓嘉楠,郭嘉浩,陈星宇
受保护的技术使用者:洛阳中清智能装备有限公司
技术研发日:20230822
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!