用于双面淋膜生产线的在线转角翻面设备的制作方法
本申请涉及塑料制作设备,尤其是涉及一种用于双面淋膜生产线的在线转角翻面设备。
背景技术:
1、目前传统的双面淋膜生产线中,设备生产时不具备在线实现双面淋膜,基材在一面淋完后还需在翻面后,重新将另外一面上线加工,生产过程工序繁琐,浪费人力,效率不高,产量低,操作不方便,无法满足客户的高需求。
技术实现思路
1、为了解决上述的技术问题,本申请的目的是提供一种用于双面淋膜生产线的在线转角翻面设备,能够将在线生产的薄膜进行180°翻面输送。
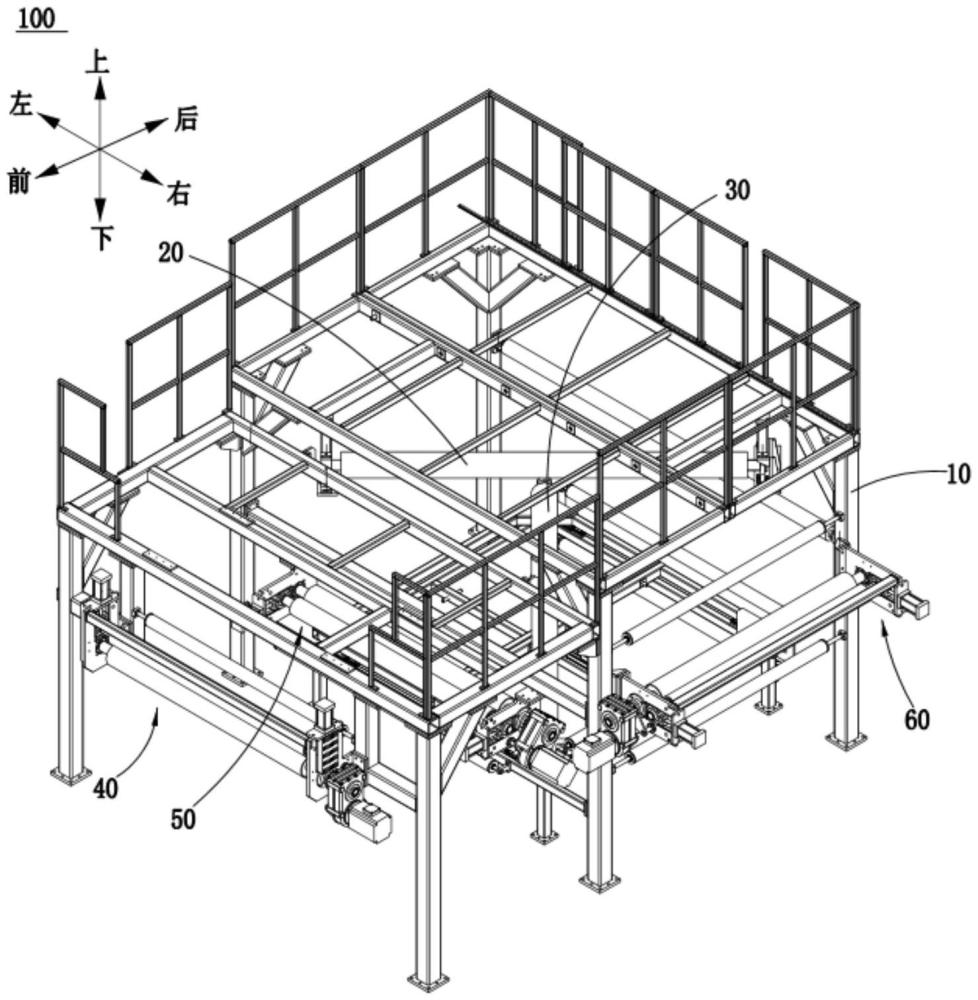
2、为达到上述目的,本申请采用如下技术方案:一种用于双面淋膜生产线的在线转角翻面设备,包括:
3、机架,具有沿第一方向相对设置的进口和出口,所述的进口位于所述的出口的上方;
4、转角装置,靠近所述的进口设置,所述的转角装置包括可转动地设置在所述的机架上的转角辊和与所述的转角辊传动连接的第一纠偏机构,所述的第一纠偏机构用于调整所述的转角辊与所述的进口之间的夹角;
5、翻面装置,靠近所述的出口设置且位于所述的转角装置的下方,所述的翻面装置包括与所述的转角辊异面交叉设置的翻面辊和与所述的翻面辊传动连接的第二纠偏机构,所述的第二纠偏机构用于调整所述的翻面辊与所述的出口之间的夹角,且在与所述的第一方向垂直的第二方向上移动所述的翻面辊;
6、多个牵引装置,至少一个所述的牵引装置设置在所述的转角装置的上游,以将薄膜牵引至所述的转角辊上;至少一个所述的牵引装置设置在所述的转角装置的下游和所述的翻面装置的上游,以将所述的薄膜由所述的转角辊牵引至所述的翻面辊上;和
7、控制装置,与所述的第一纠偏机构、第二纠偏机构和多个牵引装置信号连接;
8、其中,所述的薄膜依次经过至少一个所述的牵引装置、进口、转角辊、至少一个牵引装置、翻面辊后从所述的出口被引出。
9、在上述技术方案中,进一步优选的,所述的第一纠偏机构包括第一转动组件和第一调节组件,所述的第一转动组件与所述的转角辊的一端部连接,所述的第一调节组件与所述的转角辊的另一端部连接,所述的第一调节组件驱动所述的转角辊的另一端部绕所述的转角辊的一端部在所述的转角辊所在的水平面内转动。
10、在上述技术方案中,进一步优选的,所述的第一转动组件包括第一转动架和第一转动柱,所述的转角辊可转动地设置在所述的第一转动架上,所述的第一转动柱连接在所述的第一转动架和所述的机架之间,所述的第一转动架与所述的第一转动柱转动连接。
11、在上述技术方案中,进一步优选的,所述的第一调节组件包括第一调节架和第一调节气缸,所述的第一调节架的底部设置有若干个滚轮,所述的转角辊可转动地设置在所述的第一调节架上,所述的第一调节气缸的缸体与所述的机架连接,所述的第一调节气缸的伸缩杆与所述的第一调节架连接,所述的第一调节气缸与所述的控制装置信号连接。
12、在上述技术方案中,进一步优选的,所述的第二纠偏机构包括自动纠偏组件以及设置在所述的自动纠偏组件上的第二转动组件和第二调节组件,所述的第二转动组件与所述的翻面辊的一端部连接,所述的第二调节组件与所述的翻面辊的另一端部连接,所述的第二调节组件驱动所述的翻面辊的另一端部绕所述的翻面辊的一端部在所述的翻面辊所在的水平面内转动,所述的自动纠偏组件用于驱动所述的翻面辊沿所述的第二方向来回移动。
13、在上述技术方案中,进一步优选的,所述的自动纠偏组件包括纠偏支撑架、纠偏框架和纠偏气缸,所述的纠偏支撑架支撑在地面上,所述的纠偏框架滑动连接在所述的纠偏支撑架的顶部,所述的纠偏气缸传动连接在所述的纠偏支撑架和所述的纠偏框架之间,以驱动所述的纠偏框架相对于所述的纠偏支撑架沿所述的第二方向移动,所述的纠偏气缸与所述的控制装置信号连接,所述的第二转动组件、第二调节组件和所述的翻面辊均设置在上的纠偏框架的顶部。
14、在上述技术方案中,进一步优选的,所述的第二调节组件包括第二调节架、调节手轮和调节丝杆,所述的第二调节架的底部设置有若干个滚轮,所述的调节丝杆传动连接在所述的调节手轮和所述的第二调节架之间,所述的翻面辊可转动地设置在所述的第二调节架上,所述的调节手轮转动以驱动所述的第二调节架移动。
15、在上述技术方案中,进一步优选的,所述的翻面装置上还设置有感应探头,所述的感应探头与控制装置信号连接,所述的感应探头用于检测所述的薄膜由所述的出口输出的位置,所述的控制装置与所述的第一纠偏机构和所述的第二纠偏机构信号连接,以基于所述的感应探头的检测结果控制所述的第一纠偏机构和所述的第二纠偏机构的工作。
16、在上述技术方案中,进一步优选的,各个所述的牵引装置包括主动牵引辊、被动牵引辊、牵引电机和夹紧气缸,所述的主动牵引辊与所述的牵引电机传动连接以在所述的牵引电机的驱动下绕自身轴心线转动,所述的被动牵引辊与对应的主动牵引辊相平行,所述的夹紧气缸与所述的被动牵引辊转动连接以驱动所述的被动牵引辊靠近和远离对应的主动牵引辊。
17、在上述技术方案中,进一步优选的,所述的转角辊与所述的翻面辊之间具有80°~100°的夹角。
18、本申请与现有技术相比获得如下有益效果:
19、薄膜经过转角装置和翻面装置的牵引和纠偏后,实现在线转角、180°翻面和纠偏,结构简单,操作方便,缩短双面淋膜生产线的长度和占地面积,节约生产成本。
技术特征:
1.一种用于双面淋膜生产线的在线转角翻面设备,其特征在于,包括:
2.根据权利要求1所述的在线转角翻面设备,其特征在于,所述的第一纠偏机构包括第一转动组件和第一调节组件,所述的第一转动组件与所述的转角辊的一端部连接,所述的第一调节组件与所述的转角辊的另一端部连接,所述的第一调节组件驱动所述的转角辊的另一端部绕所述的转角辊的一端部在所述的转角辊所在的水平面内转动。
3.根据权利要求2所述的在线转角翻面设备,其特征在于,所述的第一转动组件包括第一转动架和第一转动柱,所述的转角辊可转动地设置在所述的第一转动架上,所述的第一转动柱连接在所述的第一转动架和所述的机架之间,所述的第一转动架与所述的第一转动柱转动连接。
4.根据权利要求2所述的在线转角翻面设备,其特征在于,所述的第一调节组件包括第一调节架和第一调节气缸,所述的第一调节架的底部设置有若干个滚轮,所述的转角辊可转动地设置在所述的第一调节架上,所述的第一调节气缸的缸体与所述的机架连接,所述的第一调节气缸的伸缩杆与所述的第一调节架连接,所述的第一调节气缸与所述的控制装置信号连接。
5.根据权利要求1所述的在线转角翻面设备,其特征在于,所述的第二纠偏机构包括自动纠偏组件以及设置在所述的自动纠偏组件上的第二转动组件和第二调节组件,所述的第二转动组件与所述的翻面辊的一端部连接,所述的第二调节组件与所述的翻面辊的另一端部连接,所述的第二调节组件驱动所述的翻面辊的另一端部绕所述的翻面辊的一端部在所述的翻面辊所在的水平面内转动,所述的自动纠偏组件用于驱动所述的翻面辊沿所述的第二方向来回移动。
6.根据权利要求5所述的在线转角翻面设备,其特征在于,所述的自动纠偏组件包括纠偏支撑架、纠偏框架和纠偏气缸,所述的纠偏支撑架支撑在地面上,所述的纠偏框架滑动连接在所述的纠偏支撑架的顶部,所述的纠偏气缸传动连接在所述的纠偏支撑架和所述的纠偏框架之间,以驱动所述的纠偏框架相对于所述的纠偏支撑架沿所述的第二方向移动,所述的纠偏气缸与所述的控制装置信号连接,所述的第二转动组件、第二调节组件和所述的翻面辊均设置在上的纠偏框架的顶部。
7.根据权利要求5所述的在线转角翻面设备,其特征在于,所述的第二调节组件包括第二调节架、调节手轮和调节丝杆,所述的第二调节架的底部设置有若干个滚轮,所述的调节丝杆传动连接在所述的调节手轮和所述的第二调节架之间,所述的翻面辊可转动地设置在所述的第二调节架上,所述的调节手轮转动以驱动所述的第二调节架移动。
8.根据权利要求1所述的在线转角翻面设备,其特征在于,所述的翻面装置上还设置有感应探头,所述的感应探头与控制装置信号连接,所述的感应探头用于检测所述的薄膜由所述的出口输出的位置,所述的控制装置与所述的第一纠偏机构和所述的第二纠偏机构信号连接,以基于所述的感应探头的检测结果控制所述的第一纠偏机构和所述的第二纠偏机构的工作。
9.根据权利要求1所述的在线转角翻面设备,其特征在于,各个所述的牵引装置包括主动牵引辊、被动牵引辊、牵引电机和夹紧气缸,所述的主动牵引辊与所述的牵引电机传动连接以在所述的牵引电机的驱动下绕自身轴心线转动,所述的被动牵引辊与对应的主动牵引辊相平行,所述的夹紧气缸与所述的被动牵引辊转动连接以驱动所述的被动牵引辊靠近和远离对应的主动牵引辊。
10.根据权利要求1所述的在线转角翻面设备,其特征在于,所述的转角辊与所述的翻面辊之间具有80°~100°的夹角。
技术总结
本申请公开一种用于双面淋膜生产线的在线转角翻面设备,包括:具有进口和出口的机架、靠近进口设置的转角装置、靠近出口且位于转角装置下方的翻面装置、多个牵引装置以及控制装置,进口位于出口的上方且两者沿第一方向相对设置;转角装置包括转角辊和用于调整转角辊与进口之间夹角的第一纠偏机构;翻面装置包括与转角辊异面交叉设置的翻面辊和用于调整翻面辊与出口之间夹角的第二纠偏机构,第二纠偏机构在与第一方向垂直的第二方向上移动翻面辊;薄膜沿着至少一个牵引装置、进口、转角辊、至少一个牵引装置、翻面辊和出口依次牵引;本申请中,薄膜经过转角装置和翻面装置的牵引和纠偏后,实现在线转角、翻面和纠偏,结构简单,操作方便。
技术研发人员:何海潮,马加杰
受保护的技术使用者:江苏金纬智能制造有限公司
技术研发日:20230824
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!