用于橡塑材质密封件检测的上料装置的制作方法
本技术属于上料,特别涉及用于橡塑材质密封件检测的上料装置。
背景技术:
1、在橡塑密封件加工行业中,为保证检测结果,橡塑密封件检测需将橡胶单层单列的逐个检测,因此在目前橡塑密封件检测行业,大部分企业都采用人工上料,人工成本高。
技术实现思路
1、本实用新型针对现有技术中的问题,提供用于橡塑材质密封件检测的上料装置,具体技术方案如下:
2、用于橡塑材质密封件检测的上料装置,包括传送带,所述传送带上沿工件移动方向依次安装有:
3、刮板,设置于传送带上方,所述刮板与传送带之间形成有一个工件高度的第一通道;
4、导向件,安装于传送带的一侧,所述导向件呈弧形向传送带的另一侧延伸并与该侧形成有供一个工件通过的第二通道。
5、作为本实用新型进一步的技术方案,所述传送带的一侧安装有侧板,所述刮板包括转动连接于侧板的横轴以及绕横轴均匀分布的若干组叶片。
6、作为本实用新型进一步的技术方案,所述导向件上连接有挡板。
7、作为本实用新型进一步的技术方案,沿工件移动方向,所述侧板前侧间隔设置有若干组导向板,所述导向板安装于传送带上并与侧板同侧,所述导向板呈倾斜式设计,且若干组导向板沿工件移动方向上倾斜角度逐渐增大。
8、作为本实用新型进一步的技术方案,所述传送带的一侧设置有爬坡机,所述爬坡机上安装有料斗,所述料斗底部的出口与爬坡机的输入端连通,所述爬坡机的输出端安装有导向通道,所述导向通道的另一端与传送带的输入端连通。
9、作为本实用新型进一步的技术方案,所述传送带侧壁开设有与侧板连通的缺口,且缺口与所述料斗的进料口位于同一竖直平面。
10、本实用新型的有益效果如下:
11、(1)、通过刮板与导向件在传送带上方形成第一通道和第二通道,工件受传送带输送依次通过第一通道和第二通道后,可由堆积状态变为单层单列的分布状态,全称无需人工干预,可自动送料,释放了人力,降低了人工成本。
12、(2)、刮板可绕横轴旋转进行拨料,使多层工件按照一定速率有序通过第一通道,由此来避免大量物料堆积在刮板的一侧。
13、(3)、同时设置有爬坡机,可按照一定速率向传送带供料,实现自动送料,工人仅需一次性向料斗内投入大量工件即可。
14、(4)、同时可将刮板拨出的余料导入刮板内,实现回料,形成自动供料、送料以及回料的一体化上料装置。
技术特征:
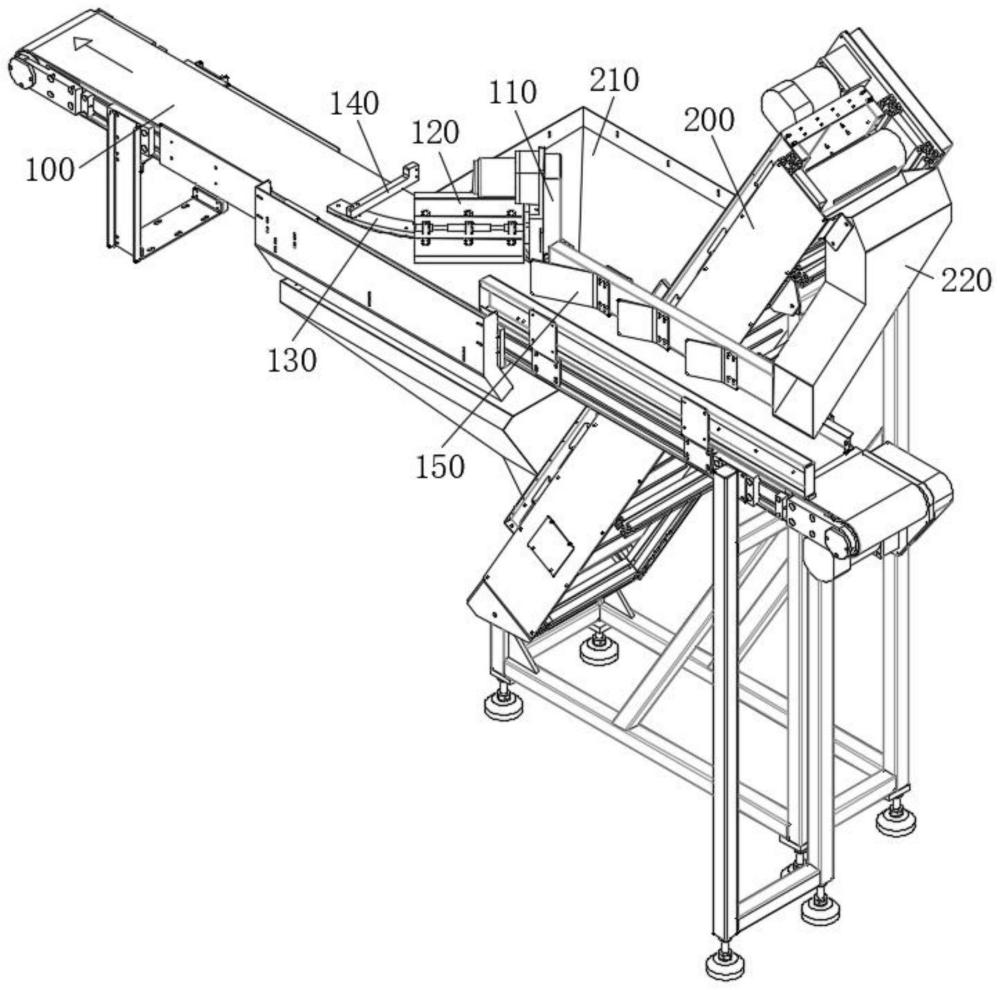
1.用于橡塑材质密封件检测的上料装置,包括传送带(100),其特征在于,所述传送带(100)上沿工件移动方向依次安装有:
2.根据权利要求1所述的用于橡塑材质密封件检测的上料装置,其特征在于:所述传送带(100)的一侧安装有侧板(110),所述刮板(120)包括转动连接于侧板(110)的横轴(121)以及绕横轴(121)均匀分布的若干组叶片(122)。
3.根据权利要求1所述的用于橡塑材质密封件检测的上料装置,其特征在于:所述导向件(130)上连接有挡板(140)。
4.根据权利要求2所述的用于橡塑材质密封件检测的上料装置,其特征在于:沿工件移动方向,所述侧板(110)前侧间隔设置有若干组导向板(150),所述导向板(150)安装于传送带(100)上并与侧板(110)同侧,所述导向板(150)呈倾斜式设计,且若干组导向板(150)沿工件移动方向上倾斜角度逐渐增大。
5.根据权利要求1-4任一项所述的用于橡塑材质密封件检测的上料装置,其特征在于:所述传送带(100)的一侧设置有爬坡机(200),所述爬坡机(200)上安装有料斗(210),所述料斗(210)底部的出口与爬坡机(200)的输入端连通,所述爬坡机(200)的输出端安装有导向通道(220),所述导向通道(220)的另一端与传送带(100)的输入端连通。
6.根据权利要求5所述的用于橡塑材质密封件检测的上料装置,其特征在于:所述传送带(100)侧壁开设有与侧板(110)连通的缺口,且缺口与所述料斗(210)的进料口位于同一竖直平面。
技术总结
本技术涉及用于橡塑材质密封件检测的上料装置,包括传送带,所述传送带上沿工件移动方向依次安装有刮板,设置于传送带上方,所述刮板与传送带之间形成有一个工件高度的第一通道;导向件,安装于传送带的一侧,所述导向件呈弧形向传送带的另一侧延伸并与该侧形成有供一个工件通过的第二通道。本技术通过刮板与导向件在传送带上方形成第一通道和第二通道,工件受传送带输送依次通过第一通道和第二通道后,可由堆积状态变为单层单列的分布状态,全称无需人工干预,可自动送料,释放了人力,降低了人工成本。
技术研发人员:褚光,薛和芬
受保护的技术使用者:安徽集萃智造机器人科技有限公司
技术研发日:20230825
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!