一种料带拉料装置的制作方法
本技术涉及一种拉料装置,具体地说是一种主要对五金料带进行拉料的装置。
背景技术:
1、在五金料带行业中,对于五金料带的加工生产,为了实现自动化,需要使其自动化输送。对于输送方式,目前应用的较多的采用气动机构进行送料,气动送料针对的主要是尚未冲孔的光料带。但是,该气动送料方式,对经过一冲、二冲的料带在输送时会出现一些问题,气压不稳定也会影响效率及稳定性,不同步距兼容性较差。而采用伺服电机与圆轮组的装配结构进行拉料,圆轮组压料由于两个轮组相切压料,对于薄软料带有伤料风险。气缸组件拉料步距兼容性差。
技术实现思路
1、为了解决上述的技术问题,本实用新型提供了一种料带拉料装置。
2、为了解决上述技术问题,本实用新型采取以下技术方案:
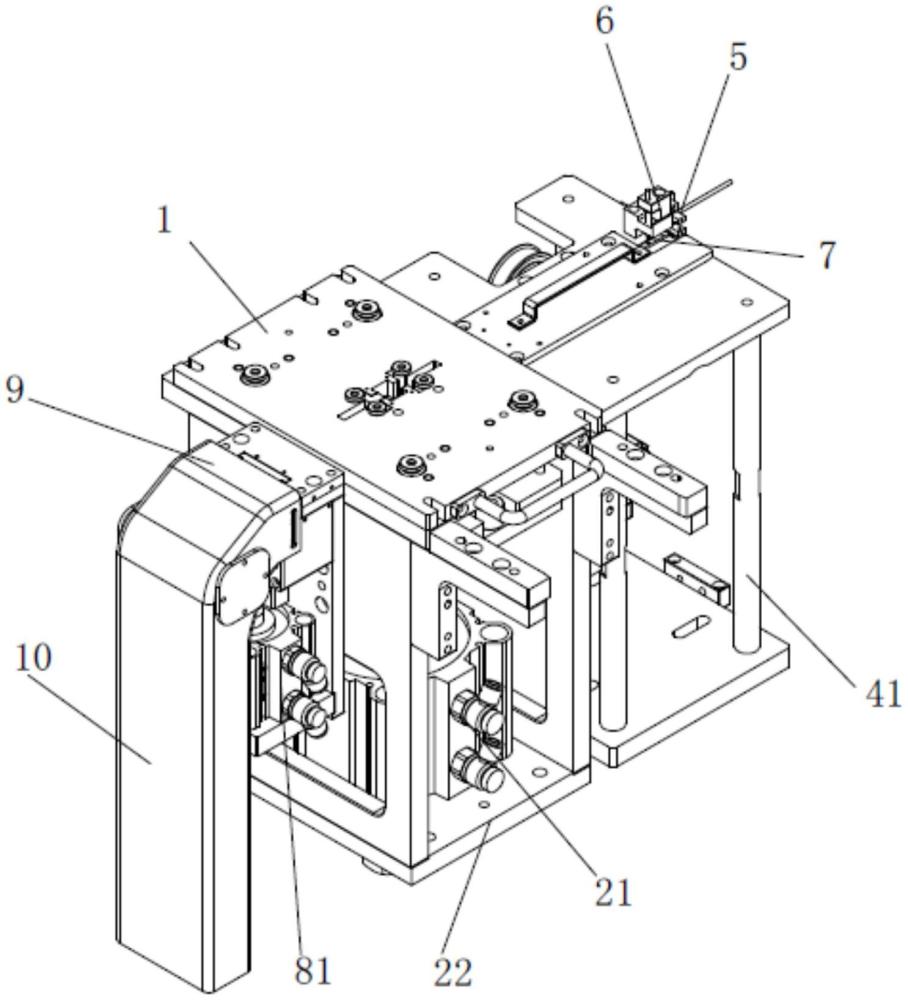
3、一种料带拉料装置,包括安装板,所述安装板上连接有顶切裁切机构,顶切裁切机构一侧装接有拉料机构,顶切裁切机构另一侧装接有尾料裁切机构,尾料裁切机构装接有导料槽,导料槽装接有尾料槽。
4、所述顶切裁切机构包括顶切气缸和顶切支撑架,顶切支撑架上端与安装板连接,顶切气缸装在顶切支撑架内,顶切气缸的驱动轴装接有顶切刀具。
5、所述顶切支撑架外侧设有导正定位检测组件,该导正定位检测组件包括感应器和导正气缸,导正气缸的输出轴装接有导正块。
6、所述拉料机构包括拉料支撑架、拉料电机和棘轮,拉料支撑架与安装板连接,拉料电机通过电机架装在拉料支撑架内,棘轮通过转轴装在电机架上,拉料电机的输出轴通过皮带与棘轮连接,通过拉料电机带动棘轮转动。
7、所述拉料支撑架上设有拉料感应器。
8、所述拉料支撑架上设有防呆结构,该防呆结构包括设在拉料支撑架上的定位通道和定位块,定位块位于定位通道上方,定位通道和定位块之间形成拉料输送空间。
9、所述尾料裁切机构包括尾料气缸,尾料气缸装接在顶切支撑架一侧,尾料气缸的驱动杆上装接有尾料裁切刀具。
10、本实用新型主要应用于金属五金料带在经过一冲和二冲之后的工序,可精准的进行裁切和拉料,提升整体的生产效率,兼容性好,能够将料带准确的输送到下一工序。
技术特征:
1.一种料带拉料装置,包括安装板,其特征在于,所述安装板上连接有顶切裁切机构,顶切裁切机构一侧装接有拉料机构,顶切裁切机构另一侧装接有尾料裁切机构,尾料裁切机构装接有导料槽,导料槽装接有尾料槽。
2.根据权利要求1所述的料带拉料装置,其特征在于,所述顶切裁切机构包括顶切气缸和顶切支撑架,顶切支撑架上端与安装板连接,顶切气缸装在顶切支撑架内,顶切气缸的驱动轴装接有顶切刀具。
3.根据权利要求2所述的料带拉料装置,其特征在于,所述顶切支撑架外侧设有导正定位检测组件,该导正定位检测组件包括感应器和导正气缸,导正气缸的输出轴装接有导正块。
4.根据权利要求1所述的料带拉料装置,其特征在于,所述拉料机构包括拉料支撑架、拉料电机和棘轮,拉料支撑架与安装板连接,拉料电机通过电机架装在拉料支撑架内,棘轮通过转轴装在电机架上,拉料电机的输出轴通过皮带与棘轮连接,通过拉料电机带动棘轮转动。
5.根据权利要求4所述的料带拉料装置,其特征在于,所述拉料支撑架上设有拉料感应器。
6.根据权利要求4所述的料带拉料装置,其特征在于,所述拉料支撑架上设有防呆结构,该防呆结构包括设在拉料支撑架上的定位通道和定位块,定位块位于定位通道上方,定位通道和定位块之间形成拉料输送空间。
7.根据权利要求1所述的料带拉料装置,其特征在于,所述尾料裁切机构包括尾料气缸,尾料气缸装接在顶切支撑架一侧,尾料气缸的驱动杆上装接有尾料裁切刀具。
技术总结
本技术公开了一种料带拉料装置,包括安装板,所述安装板上连接有顶切裁切机构,顶切裁切机构一侧装接有拉料机构,顶切裁切机构另一侧装接有尾料裁切机构,尾料裁切机构装接有导料槽,导料槽装接有尾料槽,所述顶切裁切机构包括顶切气缸和顶切支撑架,顶切支撑架上端与安装板连接,顶切气缸装在顶切支撑架内,顶切气缸的驱动轴装接有顶切刀具。本技术具有较高的稳定性,提升料带的裁切和拉料性能,具有更广的兼容性。
技术研发人员:董波,黄子斌
受保护的技术使用者:河源市皓吉达通讯器材有限公司
技术研发日:20230927
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!