一种应用于线材自动输送的机构的制作方法
本技术涉及线材,具体为一种应用于线材自动输送的机构。
背景技术:
1、自动送线机是为实现生产中送线工序自动化而设计的一种专用机构,自动送线机构将线通过定向机构,实现定向排列,然后顺序地送到机床或工作地点,节省了人工排线用时,提高了生产的效率;现有的自动送线机不能根据需求进行不同长度不同直径的线材裁剪,结构复杂不便于自动送线机的组装,且送线速度较慢,为此我们提出了一种应用于线材自动输送的机构来解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种应用于线材自动输送的机构,以解决上述背景技术中提出的不能根据需求进行不同长度不同直径的线材裁剪,结构复杂不便于自动送线机的组装,且送线速度较慢的问题。
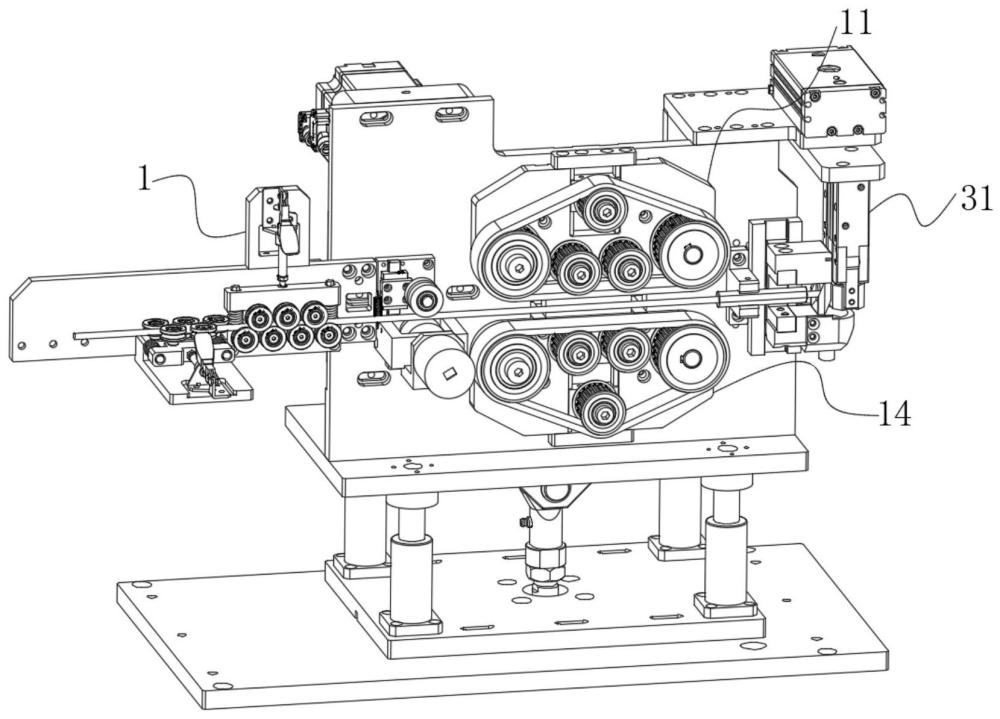
2、为实现上述目的,本实用新型提供如下技术方案:一种应用于线材自动输送的机构,包括快速夹,所述快速夹的下侧设置有校正工位,所述校正工位的右侧设置有计数工位,所述计数工位的右侧设置有输出工位,所述输出工位的右侧设置有裁剪工位,所述裁剪工位的右侧设置有u型输出工位。
3、优选的,所述校正工位包括惰轮、矩形轻弹簧、导杆和惰轮活动座,所述快速夹的下端设置有两组惰轮组,两组所述惰轮组内相互交错设置有惰轮,所述惰轮的后端活动连接有两组惰轮活动座,两组所述惰轮活动座内的左右两侧设置有两组导杆,所述导杆的表面活动套接有矩形轻弹簧。
4、优选的,所述计数工位包括编码器、计数轮、联轴器和压紧轮,所述惰轮活动座的右端设置有编码器,所述编码器的后端固定连接有联轴器,所述联轴器的后端固定连接有计数轮,所述计数轮的上端设置有压紧轮。
5、优选的,所述输出工位包括第一上输出位、第一下输出位和伺服电机,所述压紧轮的右端设置有第一上输出位,所述第一上输出位内设置有第一上从动轮,所述第一上从动轮的表面活动连接有第一上同步带,所述第一上输出位的下端设置有第一下输出位,所述第一下输出位内设置有第一下从动轮,所述第一下从动轮的表面活动连接有第一下同步带,所述第一下从动轮的右侧设置有连接轴,上侧所述连接轴的后端固定安装有伺服电机,所述伺服电机的下端设置有第二上输出位,所述第二上输出位的下端设置有第二下输出位。
6、优选的,所述第二上输出位内设置有上主动轮,所述上主动轮的表面活动连接有第二上同步带,所述第二上同步带的左侧设置有第二上从动轮,所述第二下输出位内设置有第二下从动轮,所述第二下从动轮的表面活动连接有第二下同步带,所述第二下从动轮的右侧设置有下主动轮。
7、优选的,所述裁剪工位包括上刀片、下刀片、漏槽和第一气缸,所述第一上输出位的右侧设置有第一气缸,所述第一气缸前端活动连接有上刀片和下刀片,所述下刀片的下端设置有漏槽。
8、优选的,所述u型输出工位包括第二气缸、上夹爪、下夹爪、旋转气缸和连接板,所述第一气缸的右端设置有第二气缸,所述第二气缸的上端固定连接有连接板,所述连接板垂直连接在旋转气缸的下端,所述第二气缸的下端活动连接有上夹爪和下夹爪。
9、与现有技术相比,本实用新型的有益效果是:本实用新型通过配有单独编码器和伺服电机可以更精确的裁剪需要长度的线材,以便后面机构的加工使用,且满足双工位的同时加工使用;精确了送线长度和提升了送线速度并且满足了多种线材的输送条件,并配有旋转气缸,满足双工位的同时加工,且简化了原有送线机构的机械结构,减少了原有机构零件的数量,便于自动送线机构的组装,降低了制造成本。
技术特征:
1.一种应用于线材自动输送的机构,包括快速夹(1),其特征在于:所述快速夹(1)的下侧设置有校正工位,所述校正工位的右侧设置有计数工位,所述计数工位的右侧设置有输出工位,所述输出工位的右侧设置有裁剪工位,所述裁剪工位的右侧设置有u型输出工位。
2.根据权利要求1所述的一种应用于线材自动输送的机构,其特征在于:所述校正工位包括惰轮(3)、矩形轻弹簧(4)、导杆(5)和惰轮活动座(6),所述快速夹(1)的下端设置有两组惰轮组(2),两组所述惰轮组(2)内相互交错设置有惰轮(3),所述惰轮(3)的后端活动连接有两组惰轮活动座(6),两组所述惰轮活动座(6)内的左右两侧设置有两组导杆(5),所述导杆(5)的表面活动套接有矩形轻弹簧(4)。
3.根据权利要求1所述的一种应用于线材自动输送的机构,其特征在于:所述计数工位包括编码器(7)、计数轮(8)、联轴器(9)和压紧轮(10),所述编码器(7)的后端固定连接有联轴器(9),所述联轴器(9)的后端固定连接有计数轮(8),所述计数轮(8)的上端设置有压紧轮(10)。
4.根据权利要求1所述的一种应用于线材自动输送的机构,其特征在于:所述输出工位包括第一上输出位(11)、第一下输出位(14)和伺服电机(18),所述第一上输出位(11)内设置有第一上从动轮(12),所述第一上从动轮(12)的表面活动连接有第一上同步带(13),所述第一上输出位(11)的下端设置有第一下输出位(14),所述第一下输出位(14)内设置有第一下从动轮(15),所述第一下从动轮(15)的表面活动连接有第一下同步带(16),所述第一下从动轮(15)的右侧设置有连接轴(17),上侧所述连接轴(17)的后端固定安装有伺服电机(18),所述伺服电机(18)的下端设置有第二上输出位(19),所述第二上输出位(19)的下端设置有第二下输出位(23)。
5.根据权利要求4所述的一种应用于线材自动输送的机构,其特征在于:所述第二上输出位(19)内设置有上主动轮(20),所述上主动轮(20)的表面活动连接有第二上同步带(21),所述第二上同步带(21)的左侧设置有第二上从动轮(22),所述第二下输出位(23)内设置有第二下从动轮(24),所述第二下从动轮(24)的表面活动连接有第二下同步带(26),所述第二下从动轮(24)的右侧设置有下主动轮(25)。
6.根据权利要求1所述的一种应用于线材自动输送的机构,其特征在于:所述裁剪工位包括上刀片(27)、下刀片(28)、漏槽(29)和第一气缸(30),所述第一气缸(30)前端活动连接有上刀片(27)和下刀片(28),所述下刀片(28)的下端设置有漏槽(29)。
7.根据权利要求1所述的一种应用于线材自动输送的机构,其特征在于:所述u型输出工位包括第二气缸(31)、上夹爪(32)、下夹爪(33)、旋转气缸(34)和连接板(35),所述第二气缸(31)的上端固定连接有连接板(35),所述连接板(35)垂直连接在旋转气缸(34)的下端,所述第二气缸(31)的下端活动连接有上夹爪(32)和下夹爪(33)。
技术总结
本技术涉及线材技术领域,具体为一种应用于线材自动输送的机构,包括快速夹,所述快速夹的下侧设置有校正工位,所述校正工位的右侧设置有计数工位,所述计数工位的右侧设置有输出工位,所述输出工位的右侧设置有裁剪工位,所述裁剪工位的右侧设置有U型输出工位。本技术通过配有单独编码器和伺服电机可以更精确的裁剪需要长度的线材,以便后面机构的加工使用,且满足双工位的同时加工使用;精确了送线长度和提升了送线速度并且满足了多种线材的输送条件,并配有旋转气缸,满足双工位的同时加工,且简化了原有送线机构的机械结构,减少了原有机构零件的数量,便于自动送线机构的组装,降低了制造成本。
技术研发人员:杨力
受保护的技术使用者:深圳市众力自动化科技有限公司
技术研发日:20231007
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!