一种软管自动下料结构的制作方法
本技术涉及软管生产,具体讲的是一种软管自动下料结构。
背景技术:
1、软管在制造完毕后,需要在软管外侧进行喷码,记录产品的生产日期、批次号、生产地点等信息,以帮助客户以及企业进行产品的验证和追溯。
2、软管的喷码工艺通常包括以下步骤:清洁软管的外表面、喷码、固化和检测,在软管完成检测工序后,需要对合格的软管和不合格的软管分开下料,目前的下料方式一般分为人工下料和自动化机器设备下料,人工下料适合小批量或简单的下料任务,需要耗费大量人力以及时间,不适合大批量的下料任务;目前的自动化机器设备下料通常为单个下料的方式,在检测到不合格品时,通常是单个进行排出,下料效率较低。
技术实现思路
1、本实用新型要解决的技术问题是针对以上不足,提供一种软管自动下料结构。
2、为解决以上技术问题,本实用新型采用以下技术方案:
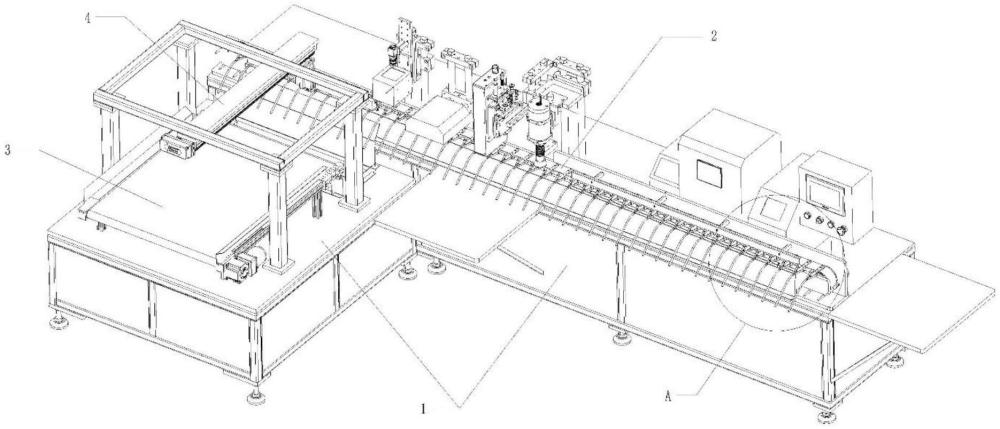
3、一种软管自动下料结构,包括工作台和设置于工作台上的输送线、良品出料线和下料搬运机构,所述良品出料线设置于输送线的输出端旁,所述下料搬运机构包括架体、平移机构、升降机构和夹持单元,所述架体设置于工作台上,所述平移机构设置于架体上,所述升降机构设置于平移机构上,所述升降机构的底部设置有与输送线平行的横板,所述横板上设置有多个夹持单元,所述平移机构用于带动横板在输送线和良品出料线之间移动。
4、进一步的,所述输送线包括安装架、同步带轮和同步带,所述安装架设置于工作台上,所述安装架两侧设置有两个相互对称的同步带轮,两个同步带轮通过同步带连接,所述安装架上设置有用于驱动同步带轮的驱动组件,所述同步带的外侧均匀设置有多个插针。
5、进一步的,所述安装架上设有上挡板和下挡板,所述上挡板和下挡板分别位于同步带输入端处的插针的上方和下方。
6、进一步的,所述输送线和良品出料线之间设置有不良品回收盒,所述不良品回收盒可拆卸设置于工作台内,且工作台的顶部开设有与不良品回收盒连通的开口。
7、进一步的,所述开口的外侧设置有一圈下料导板。
8、进一步的,所述平移机构为轨道内嵌式滑台,所述升降机构为升降气缸。
9、进一步的,所述夹持单元为手指气缸。
10、本实用新型采用以上技术方案后,与现有技术相比,具有以下优点:
11、本实用新型的下料机构上设置有多个夹持单元,一次可夹持多个软管,完成多个软管的下料,下料效率高;
12、下料搬运机构在夹持多个软管后,会带动夹持的软管顺次经过不良品回收盒和良品出料线,每个夹持单元均可单独开合,若夹持的为不合格的软管,则会在不良品回收盒的上方打开,以将不合格的软管排至不良品回收盒内,若夹持的为合格的软管,则会将软管排至良品出料线上,整合了合格以及不合格品的下料,整体下料流程流畅,大大增加了软管的下料效率。
13、下面结合附图和实施例对本实用新型进行详细说明。
技术特征:
1.一种软管自动下料结构,其特征在于,包括工作台(1)和设置于工作台(1)上的输送线(2)、良品出料线(3)和下料搬运机构(4),所述良品出料线(3)设置于输送线(2)的输出端旁,所述下料搬运机构(4)包括架体(41)、平移机构(42)、升降机构(43)和夹持单元(44),所述架体(41)设置于工作台(1)上,所述平移机构(42)设置于架体(41)上,所述升降机构(43)设置于平移机构(42)上,所述升降机构(43)的底部设置有与输送线(2)平行的横板(45),所述横板(45)上设置有多个夹持单元(44),所述平移机构(42)用于带动横板(45)在输送线(2)和良品出料线(3)之间移动。
2.根据权利要求1所述的软管自动下料结构,其特征在于,所述输送线(2)包括安装架(21)、同步带轮(22)和同步带(23),所述安装架(21)设置于工作台(1)上,所述安装架(21)两侧设置有两个相互对称的同步带轮(22),两个同步带轮(22)通过同步带(23)连接,所述安装架(21)上设置有用于驱动同步带轮(22)的驱动组件,所述同步带(23)的外侧均匀设置有多个插针(24)。
3.根据权利要求2所述的软管自动下料结构,其特征在于,所述安装架(21)上设有上挡板(25)和下挡板(26),所述上挡板(25)和下挡板(26)分别位于同步带(23)输入端处的插针(24)的上方和下方。
4.根据权利要求1所述的软管自动下料结构,其特征在于,所述输送线(2)和良品出料线(3)之间设置有不良品回收盒(5),所述不良品回收盒(5)可拆卸设置于工作台(1)内,且工作台(1)的顶部开设有与不良品回收盒(5)连通的开口。
5.根据权利要求4所述的软管自动下料结构,其特征在于,所述开口的外侧设置有一圈下料导板(51)。
6.根据权利要求1所述的软管自动下料结构,其特征在于,所述平移机构(42)为轨道内嵌式滑台,所述升降机构(43)为升降气缸。
7.根据权利要求1所述的软管自动下料结构,其特征在于,所述夹持单元(44)为手指气缸。
技术总结
本技术涉及一种软管自动下料结构,包括工作台和设置于工作台上的输送线、良品出料线和下料搬运机构,所述良品出料线设置于输送线的输出端旁,所述下料搬运机构包括架体、平移机构、升降机构和夹持单元,所述架体设置于工作台上,所述平移机构设置于架体上,所述升降机构设置于平移机构上,所述升降机构的底部设置有与输送线平行的横板,所述横板上设置有多个夹持单元,所述平移机构用于带动横板在输送线和良品出料线之间移动。本技术的下料机构上设置有多个夹持单元,一次可夹持多个软管,完成多个软管的下料,下料效率高。
技术研发人员:张俊峰,王士对,陈伟文,徐俊鹏
受保护的技术使用者:江西超音速人工智能科技有限公司
技术研发日:20231024
技术公布日:2024/5/19
- 还没有人留言评论。精彩留言会获得点赞!