一种高效全自动多抓手式装载机的制作方法
本技术属于输送、码垛、装载、物流机械领域,特别是涉及一种高效全自动多抓手式装载机。
背景技术:
1、在各化工、粮油、食品、轻工、医药等生产企业中,目前普遍采用人工装车或助力设备辅助人工装车方式,这种方式工作周期长需要大量的人力轮换,且劳动强度大、工作效率低,恶劣的工作环境对操作人员健康造成一定的损害,而且现如今从事装卸工作的青年很少,大多为五十岁左右中老年劳动力,随时间推移从事装卸工作的人员会越来越紧缺。再有随着自动化行业的发展,各生产厂家单位小时内的装载需求都有所提高,为了更好适应和服务整个自动化装载行业,急需实用新型一种更加自动化、更高效率的装载装备。
技术实现思路
1、有鉴于此,为了解决上述背景技术中提到的技术问题,本实用新型提出了一种高效全自动多抓手式装载机,该装载机通过它组成部机设计的不同功能可实现将料袋自动装入高栏车、低栏车、平板车上,整个装载过程只需人员输入简单车型数据等,其余都可以实现完全自动。
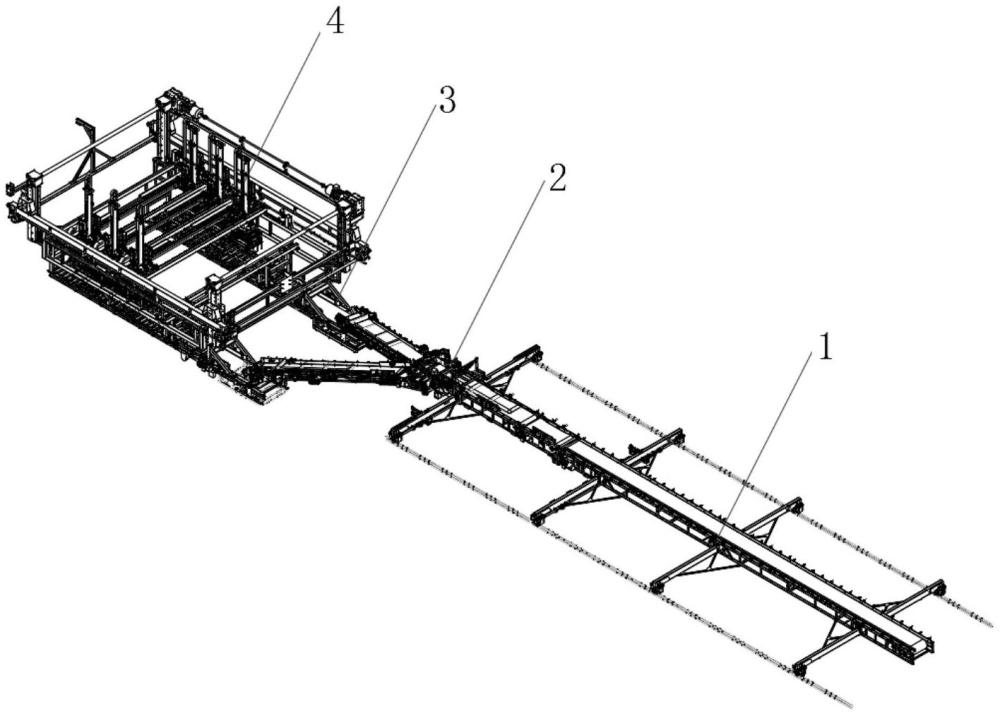
2、为实现上述目的,本实用新型采用以下技术方案:一种高效全自动多抓手式装载机,包括移动输送单元、分道单元、编组单元和装车单元,所述移动输送单元、分道单元和编组单元依次连接,所述编组单元倒挂在装车单元上;
3、所述移动输送单元包括皮带输送机i、皮带输送机ii、轨道移动车、一号行走轨道以及皮带输送机iii,所述皮带输送机i、皮带输送机ii和皮带输送机iii依次连接,所述一号行走轨道固定在装车平台上;
4、所述分道单元包括分道输送机和若干斜坡输送机,所述分道输送机分别与若干斜坡输送机连接,所述分道输送机与轨道移动车连接;
5、所述编组单元包括若干方辊输送机和若干编组输送机,所述方辊输送机和编组输送机连接一同吊挂在装车单元的上升降框架上,若干方辊输送机与若干斜坡输送机对应连接,若干斜坡输送机与编组单元相连接,此连接不是刚性的,而是若干斜坡输送机上与若干方辊输送机上的单独位移机构相连接,这样做的目的是因为移动输送单元与装车单元为单独的行走动力,为考虑移动输送单元与装车单元行走速度存在轻微偏差时不至于整个装载机局部应力集中的问题,在若干方辊输送上设计激光距离检测、光学开关等其他元件保证移动输送单元与装车单元相对位置保证在一定的偏差范围内,相对距离较近移动输送单元行走速度放慢反之移动输送单元行走速度加快;
6、所述装车单元包括行走大车、二号行走轨道、整体升降机构、升降框架、y轴轨道移动车、z轴升降机、x轴侧调整机构和装车手抓,行走大车为整体升降机构、升降框架、y轴轨道移动车、z轴升降机、x轴侧调整机构、装车手抓以及编组单元沿二号行走轨道行走进行装载作业提供动力,所述y轴轨道移动车、z轴升降机、x轴侧调整机构安装在升降框架上,所述y轴轨道移动车、z轴升降机、x轴侧调整机构形成三维移动结构,所述z轴升降机下方连接装车手抓,通过装车手抓自身的开合机构将编组单元上方的料袋抓取后再摆放到车厢内;
7、所述整体升降机构与行走大车和升降框架相连接,带动升降框架、y轴轨道移动车、z轴升降机、x轴侧调整机构以及编组单元一同升降。
8、更进一步地,所述分道输送机与轨道移动车转轴式连接。
9、更进一步地,所述斜坡输送机与方辊式输送机转轴式连接。
10、更进一步地,所述行走大车采用电机驱动的形式为装车单元提供动力,采用钢架焊接的结构承载装车单元以及编组单元一同行走。
11、更进一步地,所述二号行走轨道固定在装车平台上并为整个装车机组提供支撑沿其行走。
12、更进一步地,所述z轴升降机上安装有旋转机构,能够带动装车手抓旋转。
13、与现有技术相比,本实用新型所述的一种高效全自动多抓手式装载机的有益效果是:
14、(1)本实用新型所述的一种高效全自动多抓手式装载机与传统的全自动装载机相比,装载能力有了较大幅度的提升,由原来的1000bags/h提升到了1800-2200bags/h。
15、(2)本实用新型结构上新增了一条编组输送线,传统的全自动装载机是单条线、单侧供给料袋,而本实用新型的前端也是一条输送线路供给料袋,再用分道单元将料袋分别输送给车厢两侧的编组单元,这样装车手抓从两侧抓取料袋进行装载作业。
16、(3)本实用新型所述的一种高效全自动多抓手式装载机的装车单元内设有整体升降机构,可以让本实用新型实现在装载作业过程中根据装载车厢的高度,以及顶层装载料袋高度实时变化的情况下调整整个装车单元的高度,保证装载过程中升降机z轴行程最小,从而提升装车效率。
17、(4)本实用新型采用x轴侧调整机构,可以让本实用新型实现可以根据不同的料袋尺寸调整各个侧调整机构的中心距离的效果,从而攻克单个机型可同时适用多种尺寸料袋的行业难题,同时根据视觉识别扫描车厢轮廓后会自动计算料袋在车厢内最合适的摆放形式,由于装载料袋尺寸的多样性,可能存在横袋、竖袋交替摆放的情况,这时x轴侧调整机构就可以发挥作用实时的调整各个侧调整机构的中心距离(也就是料袋摆放的中心距),实现同一料袋可以横竖交错装载也是此实用新型一种高效全自动多抓手式装载机突出亮点。
18、(5)本实用新型属于高效率、多功能装车全自动化设备。装载车型多样化可兼顾高栏车、低栏车以及平板车,同时此实用新型带有视觉识别系统,通过视觉识别系统扫描车厢轮廓,装车设备自我计算装载编组和装载数量,同时在装载高栏车时无需拆掉上方拉筋一样可以进行装载作业,主要特点是全自动化运行,设备组成明了、工作高效、运行机动灵活,节约成本、多功能等特点。
19、(6)本实用新型所述的一种高效全自动多抓手式装载机,打破以往的全自动装载机思路,传统的装载机设备料袋是从单侧来料,这样装车手抓只能从一侧抓取料袋进行装载,这样影响装载效率并且这样也会导致装载方式的单一性。
技术特征:
1.一种高效全自动多抓手式装载机,其特征在于:包括移动输送单元(1)、分道单元(2)、编组单元(3)和装车单元(4),所述移动输送单元(1)、分道单元(2)和编组单元(3)依次连接,所述编组单元(3)倒挂在装车单元(4)上,装车单元(4)带动编组单元(3)一同升降;
2.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述分道输送机(21)与轨道移动车(13)转轴式连接。
3.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述斜坡输送机与方辊式输送机转轴式连接。
4.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述行走大车(41)采用电机驱动的形式为装车单元(4)提供动力,采用钢架焊接的结构承载装车单元(4)以及编组单元(3)一同行走。
5.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述二号行走轨道(42)固定在装车平台上并为整个装车机组提供支撑沿其行走。
6.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述z轴升降机(46)上安装有旋转机构,能够带动装车手抓(48)旋转。
7.根据权利要求1所述的高效全自动多抓手式装载机,其特征在于:所述方辊输送机和编组输送机连接一同吊挂在装车单元(4)的上升降框架(44)上。
技术总结
本技术提出了一种高效全自动多抓手式装载机,属于输送、码垛、装载、物流机械领域。解决了如何提供一种更加自动化、更高效率的装载装备的问题。它包括包括移动输送单元、分道单元、编组单元和装车单元,移动输送单元、分道单元和编组单元依次连接,编组单元倒挂在装车单元上。本技术的装车单元内设有整体升降机构,可以让本发明实现在装载作业过程中根据装载车厢的高度,以及顶层装载料袋高度实时变化的情况下调整整个装车单元的高度,保证装载过程中升降机Z轴行程最小,从而提升装车效率。
技术研发人员:李红章,彭龙,孙洋,王雪松,刘树滨,孙宝华,韩松峰,张国峰,殷鹏亮,赵国栋,李庆新,李春雷,贾少晶,高宝龙
受保护的技术使用者:哈尔滨博实自动化股份有限公司
技术研发日:20231030
技术公布日:2024/5/12
- 还没有人留言评论。精彩留言会获得点赞!