一种带材表面间隔衬纸半自动装卸装置的制作方法
本技术属于吊装设备,具体涉及的是一种带材表面间隔衬纸半自动装卸装置。
背景技术:
1、在酸洗钝化工序后铜合金带材经清洗线生产过程中,由于工艺要求,清洗完毕的带材表面需要全程铺设衬纸,从而保证带材的表面质量。
2、现有技术中,衬纸卷安装在收卷卷取机架的涨缩轴上,通常情况下涨缩轴距离地面水平高度约2m,所以在每次更换新衬纸卷(重量约100kg)的过程中,需要将纸卷放在液压小车上,然后将液压小车升高至涨缩轴对应高度,由人工手动将衬纸推至涨缩轴上(如图1所示)。在此过程中由于涨缩轴高度过高,人员需要站在高处进行操作,存在较大的安全隐患,加之衬纸卷较重,所以衬纸卷的吊装非常不便。
技术实现思路
1、本实用新型的主要目的在于克服现有技术中的不足,解决现有技术中衬纸卷吊装不便的技术问题,本实用新型提供一种带材表面间隔衬纸半自动装卸装置。
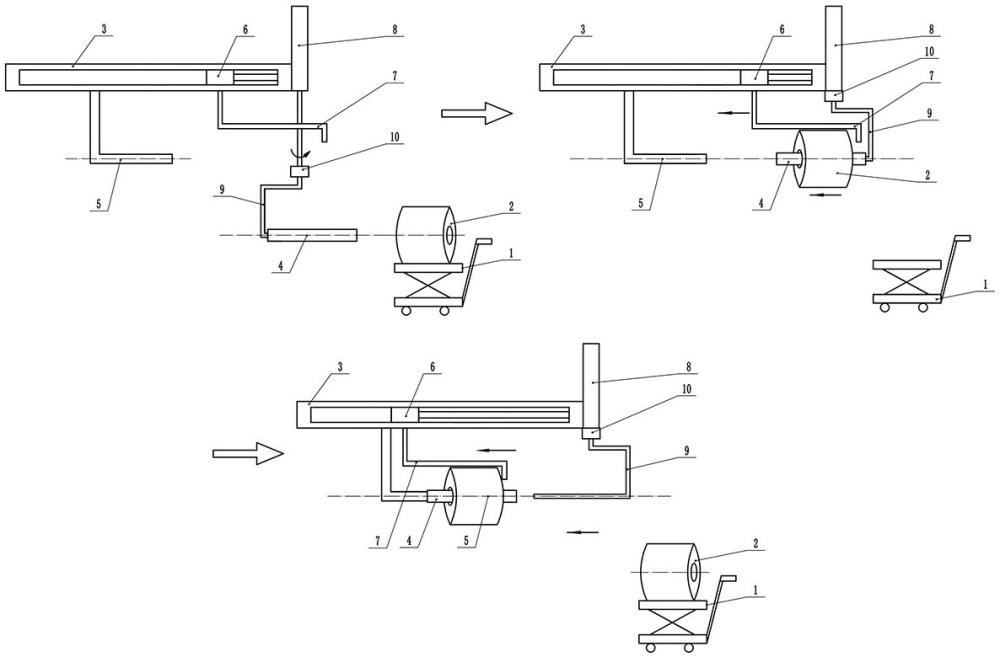
2、为了实现上述实用新型目的,本实用新型采用的技术方案为:一种带材表面间隔衬纸半自动装卸装置,它包括收卷卷取机机架、涨缩轴、衬纸卷和液压升降小车,所述涨缩轴设置为l字形,涨缩轴固定安装于收卷卷取机机架的下方,衬纸卷放置于液压升降小车上,其中:在收卷卷取机机架上远离涨缩轴的一端竖直向下设置升降电机,升降电机的转子与旋转电机固定连接,旋转电机的转子与c字形钩体的上端固定连接,钩体的末端安装定位套管;在收卷卷取机机架上靠近升降电机的一侧沿水平方向设置伸缩气缸,伸缩气缸的活塞杆沿收卷卷取机机架往复运动;在伸缩气缸活塞杆的下方设置z字形推钩;靠近升降电机的一侧收卷卷取机机架的下表面上设置触碰开关,触碰开关与伸缩气缸电连接;
3、液压升降小车驱动衬纸卷向上运动至衬纸卷的轴线方向与定位套管的轴线方向共线,手动将衬纸卷吊装于定位套管上,升降电机驱动旋转电机、钩体将定位套管上的衬纸卷升起,与此同时旋转电机驱动钩体带动定位套管上的衬纸卷沿顺时针或者逆时针旋转180度;当升降电机驱动旋转电机向上运动至上行程终了位置时,定位套管的轴线方向与涨缩轴水平部的轴线方向共线,旋转电机的上端触碰触碰开关,伸缩气缸的活塞杆伸出,伸缩气缸的活塞杆驱动推钩将定位套管衬纸卷滑动至涨缩轴上。
4、进一步地,所述涨缩轴水平部的端部设置激光发射装置,钩体的端部设置激光接收装置。
5、与现有技术相比本实用新型的有益效果为:
6、本实用新型提供的一种带材表面间隔衬纸半自动装卸装置,结构简单,操作方便,代替了人工在高处进行更换作业,保证了人员的安全操作,同时提高了衬纸卷更换的效率,保证了铜合金带材生产线的连续生产。
技术特征:
1.一种带材表面间隔衬纸半自动装卸装置,它包括收卷卷取机机架(3)、涨缩轴(5)、衬纸卷(2)和液压升降小车(1),所述涨缩轴(5)设置为l字形,涨缩轴(5)固定安装于收卷卷取机机架(3)的下方,衬纸卷(2)放置于液压升降小车(1)上,其特征在于:在收卷卷取机机架(3)上远离涨缩轴(5)的一端竖直向下设置升降电机(8),升降电机(8)的转子与旋转电机(10)固定连接,旋转电机(10)的转子与c字形钩体(9)的上端固定连接,钩体(9)的末端安装定位套管(4);在收卷卷取机机架(3)上靠近升降电机(8)的一侧沿水平方向设置伸缩气缸(6),伸缩气缸(6)的活塞杆沿收卷卷取机机架(3)往复运动;在伸缩气缸(6)活塞杆的下方设置z字形推钩(7);靠近升降电机(8)的一侧收卷卷取机机架(3)的下表面上设置触碰开关,触碰开关与伸缩气缸(6)电连接;
2.根据权利要求1所述的一种带材表面间隔衬纸半自动装卸装置,其特征在于:所述涨缩轴(5)水平部的端部设置激光发射装置,钩体(9)的端部设置激光接收装置。
技术总结
一种带材表面间隔衬纸半自动装卸装置,属于吊装设备技术领域,解决现有技术中衬纸卷吊装不便的技术问题,解决方案为:本装置包括收卷卷取机机架、涨缩轴、衬纸卷和液压升降小车,在收卷卷取机机架上远离涨缩轴的一端竖直向下设置升降电机,升降电机的转子与旋转电机固定连接,旋转电机的转子与钩体的上端固定连接,钩体的末端安装定位套管;在收卷卷取机机架上靠近升降电机的一侧沿水平方向设置伸缩气缸,在伸缩气缸活塞杆的下方设置推钩,靠近升降电机的一侧收卷卷取机机架的下表面上设置触碰开关,触碰开关与伸缩气缸电连接。本技术结构简单,操作方便,保证了人员的安全操作及铜合金带材生产线的连续生产。
技术研发人员:杨鹏,陈勃,蔺温杰,刘永建,畅晓,张吉利,王睿龙
受保护的技术使用者:太原晋西春雷铜业有限公司
技术研发日:20231030
技术公布日:2024/7/29
- 还没有人留言评论。精彩留言会获得点赞!