一种超窄卷烟无铝内衬纸的制作方法
本技术涉及烟纸制造领域,特别涉及一种超窄卷烟无铝内衬纸。
背景技术:
1、为了迎合市场,超窄内衬纸是近年来才兴起的新型包装方式,而为了满足超窄内衬纸的加工,生产车间对现有包装机进行改造,但由于包装机折纸段空间紧凑,导致对折纸段成型部件的改造受限,致使内衬纸成型困难,在实际生产过程中,反复出现内衬纸变形、卷曲或尺寸偏差大的问题,出现上述问题的原因在于:
2、1、纸张本身有弹性,如使用铝箔内衬纸,因铝箔本身折叠不反弹,不存在问题,但无铝内衬纸主要材料为纸张,烟机包装过程中折叠时纸张打折造成包装成型不佳,特别是定量较低偏软的纸张在包装过程中更容易受烟支挤压的影响造成包装变形。
3、2、纸张主要是由纤维素和半纤维素组成,两者均为高分子物质,有一定弹性,从而决定了纸张具有弹性,因纸张内部纤维存在空气,决定纸张具有塑性,越好的纸紧度越高,它保持原塑性的能力越强。撤去让它形变的力,有变回原塑形状的弹性,因此定量较高的纸容易因纸张反弹造成包装成型不佳,俗称纸弹簧。
技术实现思路
1、针对现有技术中存在的缺陷,本实用新型解决的技术问题为:如何提高无铝内衬纸包装成形的质量。
2、为达到以上目的,本实用新型提供的超窄卷烟无铝内衬纸,包括:
3、无铝内衬纸,其具有设计克重;
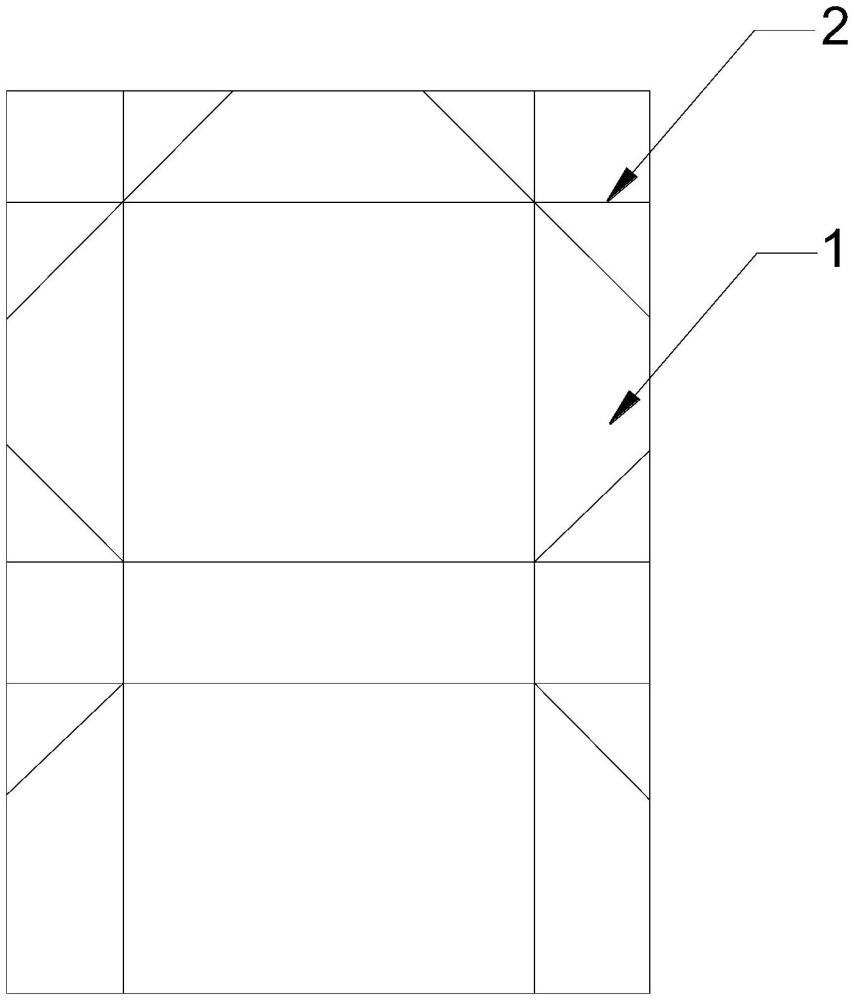
4、若干条折痕,其设置于无铝内衬纸上,并形成设计形状。
5、在上述技术基础上,所述设计克重取值范围为70g/m2~80g/m2。
6、在上述技术基础上,所述无铝内衬纸的厚度为60um~100um。
7、在上述技术基础上,所述无铝内衬纸包括第一区域和第二区域,第一区域为无折痕的部位,第二区域为有折痕的部位。
8、在上述技术基础上,所述第一区域上设置有第一压花。
9、在上述技术基础上,所述第一压花的形状为单个图案。
10、在上述技术基础上,所述第一压花的深度至少为6um。
11、在上述技术基础上,所述第二区域设置有第二压花。
12、在上述技术基础上,所述第二压花的形状为连续图案。
13、在上述技术基础上,所述无铝内衬纸上设置有油墨层。
14、与现有技术相比,本实用新型的优点在于:
15、本实用新型将无铝内衬纸的定量控制设计克重的范围内,并沿着无铝内衬纸上设置的折痕进行折叠,以形成设计形状的内衬纸包装盒。与现有的无铝内衬纸加工相比,本实用新型没有对包装机进行改造,而是通过不同定量纸张在烟机上测试,成型度在90°以下,纸张在卷烟定量最佳,但超窄卷烟内衬纸面积更小,因此需要成型度在90°以下,可通过调整定量来降低纸张的成型度,从而提高无铝内衬纸包装成形的质量。
技术特征:
1.一种超窄卷烟无铝内衬纸,其特征在于,其包括:
2.如权利要求1所述的超窄卷烟无铝内衬纸,其特征在于:所述设计克重取值范围为70g/m2~80g/m2。
3.如权利要求1所述的超窄卷烟无铝内衬纸,其特征在于:所述无铝内衬纸(1)的厚度为60um~100um。
4.如权利要求1所述的超窄卷烟无铝内衬纸,其特征在于:所述第一区域(101)上设置有第一压花。
5.如权利要求4所述的超窄卷烟无铝内衬纸,其特征在于:所述第一压花的形状为单个图案。
6.如权利要求4所述的超窄卷烟无铝内衬纸,其特征在于:所述第一压花的深度至少为6um。
7.如权利要求1所述的超窄卷烟无铝内衬纸,其特征在于:所述第二区域(102)设置有第二压花。
8.如权利要求7所述的超窄卷烟无铝内衬纸,其特征在于:所述第二压花的形状为连续图案。
9.如权利要求1所述的超窄卷烟无铝内衬纸,其特征在于:所述无铝内衬纸(1)上设置有油墨层。
技术总结
本技术公开了一种超窄卷烟无铝内衬纸,涉及烟纸制造领域。该超窄卷烟无铝内衬纸包括无铝内衬纸,其具有设计克重;若干条折痕,其设置于无铝内衬纸上,并形成设计形状。本技术没有对包装机进行改造,而是通过不同定量纸张在烟机上测试,成型度在90°以下,纸张在卷烟定量最佳,但超窄卷烟内衬纸面积更小,因此需要成型度在90°以下,可通过调整定量来降低纸张的成型度,从而提高无铝内衬纸包装成形的质量。
技术研发人员:关成明,李媛,田强,朱喆,何俊
受保护的技术使用者:武汉淡雅香生物科技有限公司
技术研发日:20231030
技术公布日:2024/9/9
- 还没有人留言评论。精彩留言会获得点赞!