一种快速穿带过辊机构的制作方法
本技术涉及锂电池生产,尤其是涉及一种快速穿带过辊机构。
背景技术:
1、锂离子动力电池具有工作电压高(是镍镉电池和氢镍电池的3倍)、比能量大(可达165wh/kg,是氢镍电池的3倍)、体积小、质量轻、循环寿命长、自放电率低、无记忆效应、无污染等,因此受到市场的广泛欢迎。
2、在电芯的生产制作过程中,极片需要穿过不同的过辊,经过各个部装调节校正后,在卷绕部装完成与隔膜的卷绕,制作成为一个合格的电芯。现有的卷绕机在生产前需要人工将极片穿带至不同机构中,因此需要牵引至不同过辊上,不仅容易将极片穿错位置,与不同部装剐蹭损伤极片,还特别浪费时间,影响生产效率。
技术实现思路
1、本实用新型的主要目的在于提供一种快速穿带过辊机构,以解决上述技术问题,提高生产效率。
2、为实现上述目的,本实用新型采用如下技术方案:
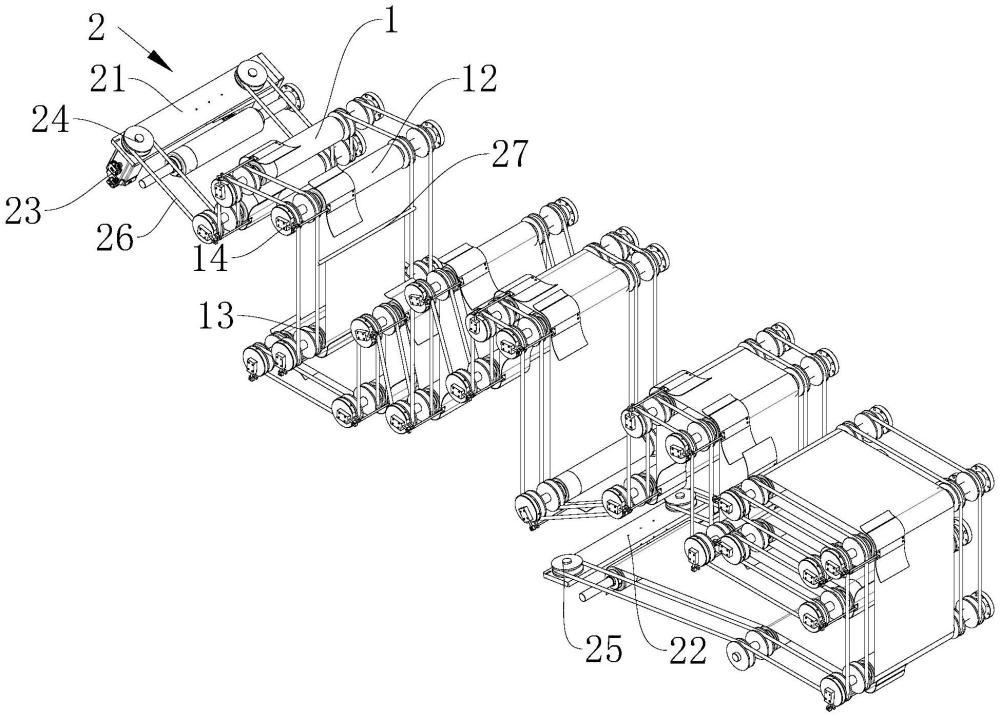
3、一种快速穿带过辊机构,包括有过辊组件、穿带组件和移动组件,所述过辊组件设置有至少两个,所述穿带组件驱动所述过辊组件转动,所述移动组件驱动两个过辊组件相对移动。
4、作为一种优选的技术方案,所述过辊组件包括有过辊轴、过辊、端盖和导向结构,所述过辊转动设置于所述过辊轴上,所述导向结构安装于所述端盖上,所述端盖安装于所述过辊轴的端部。
5、作为一种优选的技术方案,所述导向结构包括有导向气缸、导向杆、导向杆连接块、导向片和气缸连接块,所述导向气缸和所述导向杆连接块安装于所述端盖上,所述导向杆一端与所述气缸连接块铰接,所述导向片固设于所述导向杆的另一端,所述导向杆铰接设置于所述导向杆连接块上,所述导向气缸驱动所述气缸连接块移动,带动所述导向杆相对所述导向杆连接块摆动。
6、作为一种优选的技术方案,所述移动组件包括有移动电机、移动丝杆、螺母、端部固定块和过辊固定板,其一过辊轴的端部固设于所述过辊固定板上,另一过辊轴的端部固设于所述螺母上,所述螺母与所述移动丝杆啮合,所述端部固定块固设于所述过辊固定板上,且靠近所述其一过辊轴,所述移动丝杆转动设置于所述端部固定块,所述移动电机驱动所述移动丝杆旋转,带动另一过辊轴相对其一过辊轴移动。
7、作为一种优选的技术方案,所述过辊组件还包括有第一带轮和第二带轮,所述第一带轮安装于所述过辊的两端,所述第二带轮安装于所述过辊轴的两端。
8、作为一种优选的技术方案,所述穿带组件包括有穿带电机、电机安装板、带轮安装板、主动带轮、从动带轮和圆形皮带,所述电机安装板安装于全部过辊组件的一侧,所述带轮安装板安装于全部过辊组件的另一侧,所述穿带电机和所述主动带轮安装于所述电机安装板上,所述从动带轮安装于所述带轮安装板上,所述圆形皮带将所述主动带轮、所述从动带轮以及同一侧的第一带轮和第二带轮连接,所述穿带电机驱动所述主动带轮旋转。
9、作为一种优选的技术方案,所述穿带组件进一步包括有牵引杆,所述牵引杆与所述圆形皮带固设。
10、本实用新型的有益效果在于:上述快速穿带过辊机构,能够通过移动组件驱动过辊组件移动,从而使穿带时可以直线穿带,减少拐弯,进而简易穿带过程,并且通过牵引杆固定料带端部,通过穿带组件牵引料带端部移动至料带末端,从而实现快速穿带,无需人工牵引料带,避免极片损伤,减少穿带时间,提高生产效率,并且可以通过移动组件调节过辊组件的分布,灵活改善极片张力。
技术特征:
1.一种快速穿带过辊机构,其特征在于,包括有过辊组件、穿带组件和移动组件,所述过辊组件设置有至少两个,所述穿带组件驱动所述过辊组件转动,所述移动组件驱动两个过辊组件相对移动。
2.根据权利要求1所述的快速穿带过辊机构,其特征在于,所述过辊组件包括有过辊轴、过辊、端盖和导向结构,所述过辊转动设置于所述过辊轴上,所述导向结构安装于所述端盖上,所述端盖安装于所述过辊轴的端部。
3.根据权利要求2所述的快速穿带过辊机构,其特征在于,所述导向结构包括有导向气缸、导向杆、导向杆连接块、导向片和气缸连接块,所述导向气缸和所述导向杆连接块安装于所述端盖上,所述导向杆一端与所述气缸连接块铰接,所述导向片固设于所述导向杆的另一端,所述导向杆铰接设置于所述导向杆连接块上,所述导向气缸驱动所述气缸连接块移动,带动所述导向杆相对所述导向杆连接块摆动。
4.根据权利要求3所述的快速穿带过辊机构,其特征在于,所述移动组件包括有移动电机、移动丝杆、螺母、端部固定块和过辊固定板,其一过辊轴的端部固设于所述过辊固定板上,另一过辊轴的端部固设于所述螺母上,所述螺母与所述移动丝杆啮合,所述端部固定块固设于所述过辊固定板上,且靠近所述其一过辊轴,所述移动丝杆转动设置于所述端部固定块,所述移动电机驱动所述移动丝杆旋转,带动另一过辊轴相对其一过辊轴移动。
5.根据权利要求3所述的快速穿带过辊机构,其特征在于,所述过辊组件还包括有第一带轮和第二带轮,所述第一带轮安装于所述过辊的两端,所述第二带轮安装于所述过辊轴的两端。
6.根据权利要求5所述的快速穿带过辊机构,其特征在于,所述穿带组件包括有穿带电机、电机安装板、带轮安装板、主动带轮、从动带轮和圆形皮带,所述电机安装板安装于全部过辊组件的一侧,所述带轮安装板安装于全部过辊组件的另一侧,所述穿带电机和所述主动带轮安装于所述电机安装板上,所述从动带轮安装于所述带轮安装板上,所述圆形皮带将所述主动带轮、所述从动带轮以及同一侧的第一带轮和第二带轮连接,所述穿带电机驱动所述主动带轮旋转。
7.根据权利要求6所述的快速穿带过辊机构,其特征在于,所述穿带组件进一步包括有牵引杆,所述牵引杆与所述圆形皮带固设。
技术总结
本技术涉及一种快速穿带过辊机构,包括有过辊组件、穿带组件和移动组件,所述过辊组件设置有至少两个,所述穿带组件驱动所述过辊组件转动,所述移动组件驱动两个过辊组件相对移动。上述快速穿带过辊机构,能够通过移动组件驱动过辊组件移动,从而使穿带时可以直线穿带,减少拐弯,进而简易穿带过程,并且通过牵引杆固定料带端部,通过穿带组件牵引料带端部移动至料带末端,从而实现快速穿带,无需人工牵引料带,避免极片损伤,减少穿带时间,提高生产效率,并且可以通过移动组件调节过辊组件的分布,灵活改善极片张力。
技术研发人员:贾永鑫,李杰,关天栋,高佛清,杨江鹏,张柏祥
受保护的技术使用者:东莞市雅康精密机械有限公司
技术研发日:20231031
技术公布日:2024/6/26
- 还没有人留言评论。精彩留言会获得点赞!