一种用于制备磁流变流体的磁粉自动计量送料系统的制作方法
本技术涉及磁流变,具体涉及一种用于制备磁流变流体的磁粉自动计量送料系统。
背景技术:
1、磁流变流体是一种随着磁场的施加其粘度发生变化的流体。由高磁导率、低剩磁的软磁颗粒通过表面活性剂的作用均匀分散于非导磁性载液中而构成的稳定悬浮液体系。磁流变流体的工作原理是:在外加磁场的作用下,每一颗粒都极化成磁偶极子,各个偶极子相互吸引,在两磁极板间形成的链束状结构像桥一样横架在极板之间,阻碍了流体的正常流动,使其产生类固体的特征。当去掉外加磁场时,流体又恢复到原来的类液态或液态的流态,即磁流变流体在流态(液态)和固态之间进行快速可逆的转换。固态化程度与电流强度成稳定可逆的关系,即控制电流强度就可以精确控制固态化磁流变流体的剪切屈服强度。
2、磁流变流体多年来研究者甚多,目前也已被逐渐应用于各种器件中控制阻尼力,如减震器、震动吸收器、人体假肢和弹性座椅等。磁流变流体在磁场作用下的流变是瞬间的、可逆的、而且其流变后的剪切屈服强度与磁场强度具有稳定的对应关系,非常容易实现智能控制。因此,磁流变流体是一种用途广泛、性能优良的智能材料,磁流变流体的应用领域正在迅速扩大,磁流变技术和装备在全球和中国处于技术和应用大规模增长的时期。在军民用汽车、工程机械、工程车辆、医疗器械、工业加工和设备减震等领域,正在越来越多应用磁流变流体作为工作介质的磁流变阻尼器来实现减震、阻尼、缓冲等技术效果。
3、现有的磁流变流体生产过程中,磁粉作为原材料在被转运时往往由人工添加的方式实现,这种生产方式具有较低的生产效率,需要大量的人工,同时在制备工艺过程中不能精确控制磁粉添加速度。磁流变流体作为一种由磁性颗粒与载液组成的混合物,在制备磁流变流体时如果不能精准控制磁粉的添加速度(或称送料吞吐速度),会在批量生产过程中造成很大的技术问题。过快的磁粉加入速度将很容易造成磁流变流体中的磁粉结团,影响磁流变流体的产品品质与使用效果;而过慢的磁粉加入速度将延长生产时间,降低生产效率。而且,人工添料无疑会不利地影响磁粉添加速度和量的一致性和可重复性。因此,自动控制磁粉的加入(包括添加的量和添加速度等等)是提升工业批量生产的磁流变流体品质的重要课题。
4、本实用新型旨在解决磁流变流体的现有生产工艺中使用人工搬运磁粉,无法精准控制磁粉添加速度等问题,以及其它的技术缺陷。
5、本实用新型说明书的此背景技术部分中所包括的信息,包括本文中所引用的任何参考文献及其任何描述或讨论,仅出于技术参考的目的而被包括在内,并且不被认为是将限制本实用新型范围的主题。
技术实现思路
1、鉴于以上以及其它更多的构思而提出了本实用新型。
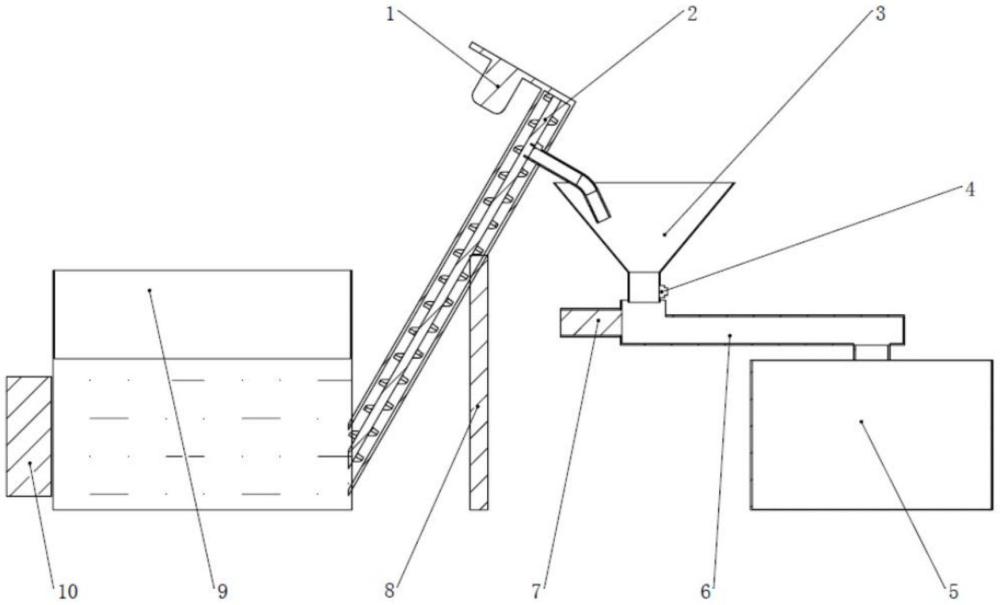
2、根据本实用新型的一方面的构思,提供了一种用于制备磁流变流体的磁粉自动计量送料系统,所述磁粉自动计量送料系统包括:螺杆送料装置,所述螺杆送料装置包括:用于储存磁粉的储料仓;与所述储料仓相连以用于磁粉送料的送料螺杆;和用于旋转驱动所述送料螺杆以运送磁粉的螺杆电机;计量送料装置,所述计量送料装置包括:设置在所述送料螺杆的出料口附近以接收磁粉的计量料仓;用于感测计量所述计量料仓中的磁粉的量的计量传感器;用于产生振动以使所述计量料仓中的磁粉均匀下料的振动头;和接受来自所述计量料仓的磁粉的振动槽;其中,所述螺杆送料装置和所述计量送料装置彼此连通连接,所述螺杆送料装置位于所述计量送料装置的上游。
3、根据本实用新型的一实施例,所述磁粉自动计量送料系统进一步包括混料容器,所述混料容器构造成接收来自所述振动槽的磁粉,并将其与载液和添加剂混合以生产磁流变流体。
4、根据本实用新型的一实施例,所述送料螺杆相对于地面竖立或者斜立布置,并且构造成从下向上螺旋输送磁粉。
5、根据本实用新型的一实施例,所述螺杆送料装置进一步包括用于支撑所述送料螺杆的螺杆支撑架。
6、根据本实用新型的一实施例,所述送料螺杆设有位于下方的螺旋叶片进料口,所述螺旋叶片进料口与所述储料仓连通。
7、根据本实用新型的一实施例,所述计量送料装置进一步设有plc控制器,其配置成调控所述振动头的振动模式。
8、根据本实用新型的一实施例,所述plc控制器配置成调控所述振动头的振动幅度和振动频率中的至少一者。
9、根据本实用新型的一实施例,所述磁粉自动计量送料系统进一步包括用于供电控制的电控箱。
10、根据本实用新型的一实施例,所述振动槽在下游端借助于出料管与所述混料容器相连。
11、根据本实用新型的一实施例,所述磁粉自动计量送料系统配置成自动控制磁粉的送料速率和送料量中的至少一者,其中,当所述计量传感器检测到输送的磁粉的量达到设定值时,所述磁粉自动计量送料系统停止所述螺杆送料装置的送料运行。
12、根据本实用新型的一实施例,所述磁粉的送料速率和/或送料量是预定的。
13、本实用新型的更多实施例还能够实现其它未一一列出的有利技术效果,这些其它的技术效果在下文中可能有部分描述,并且对于本领域的技术人员而言在阅读了本实用新型后是可以预期和理解的。
技术特征:
1.一种用于制备磁流变流体的磁粉自动计量送料系统,其特征在于,所述磁粉自动计量送料系统包括:
2.根据权利要求1所述的磁粉自动计量送料系统,其特征在于,所述磁粉自动计量送料系统进一步包括混料容器,所述混料容器构造成接收来自所述振动槽的磁粉,并将其与载液和添加剂混合以生产磁流变流体。
3.根据权利要求1所述的磁粉自动计量送料系统,其特征在于,所述送料螺杆相对于地面竖立或者斜立布置,并且构造成从下向上螺旋输送磁粉。
4.根据权利要求3所述的磁粉自动计量送料系统,其特征在于,所述螺杆送料装置进一步包括用于支撑所述送料螺杆的螺杆支撑架。
5.根据权利要求3所述的磁粉自动计量送料系统,其特征在于,所述送料螺杆设有位于下方的螺旋叶片进料口,所述螺旋叶片进料口与所述储料仓连通。
6.根据权利要求1-5中任一项所述的磁粉自动计量送料系统,其特征在于,所述计量送料装置进一步设有plc控制器,其配置成调控所述振动头的振动模式。
7.根据权利要求6所述的磁粉自动计量送料系统,其特征在于,所述plc控制器配置成调控所述振动头的振动幅度和振动频率中的至少一者。
8.根据权利要求1-5中任一项所述的磁粉自动计量送料系统,其特征在于,所述磁粉自动计量送料系统进一步包括用于供电控制的电控箱。
9.根据权利要求1-5中任一项所述的磁粉自动计量送料系统,其特征在于,所述振动槽在下游端借助于出料管与所述混料容器相连。
10.根据权利要求1-5中任一项所述的磁粉自动计量送料系统,其特征在于,所述磁粉自动计量送料系统配置成自动控制磁粉的送料速率和送料量中的至少一者,其中,当所述计量传感器检测到输送的磁粉的量达到设定值时,所述磁粉自动计量送料系统停止所述螺杆送料装置的送料运行。
技术总结
本技术涉及一种用于制备磁流变流体的磁粉自动计量送料系统,包括:螺杆送料装置,该螺杆送料装置包括:用于储存磁粉的储料仓;与储料仓相连以用于磁粉送料的送料螺杆;和用于旋转驱动送料螺杆以运送磁粉的螺杆电机;计量送料装置,该计量送料装置包括:设置在送料螺杆的出料口附近以接收磁粉的计量料仓;用于感测计量计量料仓中的磁粉的量的计量传感器;用于产生振动以使计量料仓中的磁粉均匀下料的振动头;和接受来自计量料仓的磁粉的振动槽;其中,螺杆送料装置和计量送料装置彼此连通连接,螺杆送料装置位于计量送料装置的上游。
技术研发人员:秦浩,邓映谱
受保护的技术使用者:深圳博海新材料技术有限公司
技术研发日:20231110
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!