同步运输机构和同步运输生产线的制作方法
本技术涉及一种汽车冲压件运输机构,特别是涉及一种同步运输机构和同步运输生产线。
背景技术:
1、汽车白车身焊装主线总拼工位时,车身零部件设计预搭扣工艺,确保预装工位零件装配操作的便利性,工装设备的共用性,提高总拼工位的生产节拍。
2、现有的汽车白车身有部分采用铝板冲压,零件预搭扣设计在侧围区域门洞处,冲压件在生产搬运时,会造成预搭扣部位与皮带机接触,造成预搭扣损坏变形,影响白车身焊装主线总拼,从而影响白车身焊接质量。
技术实现思路
1、本实用新型的目的在于提出一种具有快拆机构且可以防止零件变形的同步运输机构和同步运输产线。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种同步运输机构,架设在安装架上,用于运输汽车冲压件,所述安装架上安装有传动皮带和传动装置,所述传动装置驱动所述传动皮带单向运动,包括:托盘机构、驱动机构和快拆机构,所述驱动机构安装在所述安装架上,所述托盘机构间隔跨设在所述传动皮带上方,所述托盘机构于所述传动皮带的左右两侧安装有安装板,所述托盘机构的所述安装板安装在所述驱动机构上,所述驱动机构包括具有活动端的伺服电缸,所述伺服电缸安装在所述安装架上且所述伺服电缸的所述活动端位于所述传动皮带的左右两侧,所述快拆机构安装在所述伺服电缸的所述活动端,所述托盘机构的所述安装板通过所述快拆机构安装在所述伺服电缸的所述活动端,所述汽车冲压件放置在所述托盘机构上,所述驱动机构带动所述托盘机构沿所述传动皮带的传动方向做往复运动。
4、进一步地,所述托盘机构包括具有镂空部的镂空托盘,所述汽车冲压件上设有预搭扣,所述汽车冲压件的所述预搭扣容置在所述镂空托盘的所述镂空部内。
5、进一步地,所述托盘机构还包括托盘支架,所述托盘支架间隔设置在所述传动皮带上方且连接于所述镂空托盘和所述安装板。
6、进一步地,所述托盘机构还包括安装在所述托盘支架上的锁紧机构,所述锁紧机构包括安装块、压块、顶针和推臂,所述安装块安装在所述托盘支架上,所述推臂活动安装在所述安装块上,所述顶针的两端分别与所述压块和所述推臂连接,所述推臂推动所述顶针和所述压块将所述镂空托盘固定在所述托盘支架上。
7、进一步地,所述快拆机构包括快拆板和压钳,所述快拆板安装在所述伺服电缸的所述活动端,所述压钳安装在所述快拆板上,所述托盘机构的所述安装板通过所述压钳安装在所述快拆板上方。
8、进一步地,所述快拆机构还包括压钳安装板,所述压钳安装板安装在所述快拆板上方,所述压钳安装在所述压钳安装板上。
9、进一步地,所述驱动机构还包括导向板,所述导向板安装在所述驱动机构的所述伺服电缸的所述活动端,所述导向板上凸设有导向块,所述快拆机构的所述快拆板对应所述导向板凹设有滑动槽,所述滑动槽的内壁对应所述导向块凹设有导向槽,所述导向板设置在所述快拆板的所述滑动槽内,所述导向块设置在所述导向槽内。
10、进一步地,所述快拆机构还包括定位销,所述定位销设置所述快拆板上,所述托盘机构的所述安装板对应所述定位销开设有定位孔,所述定位销设置在所述定位孔内。
11、进一步地,所述快拆机构还包括限位板,所述限位板安装在所述快拆板上,用于限位固定所述安装板。
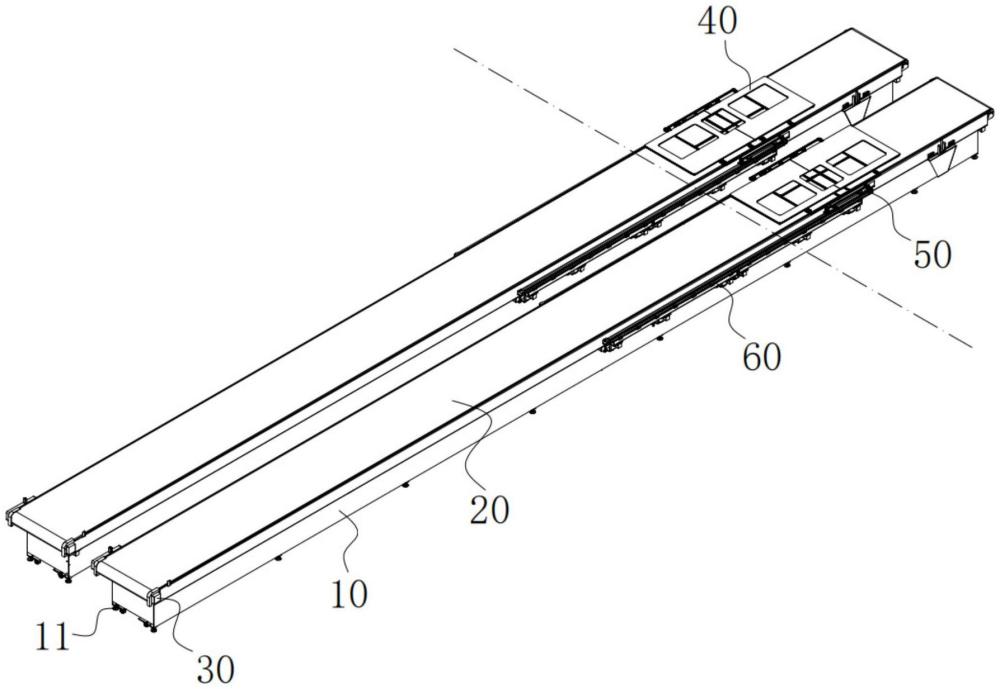
12、一种同步运输生产线,包括至少一对所述同步运输机构,一对所述同步运输机构分别设置在不同的安装架上,当一对所述同步运输机构同时工作时,装载所述汽车冲压件的所述同步运输机构与未装载所述汽车冲压件的所述同步运输机构的运动方向相反。
技术特征:
1.一种同步运输机构,架设在安装架上,用于运输汽车冲压件,所述安装架上安装有传动皮带和传动装置,所述传动装置驱动所述传动皮带单向运动,其特征在于,包括:托盘机构、驱动机构和快拆机构,所述驱动机构安装在所述安装架上,所述托盘机构间隔跨设在所述传动皮带上方,所述托盘机构于所述传动皮带的左右两侧安装有安装板,所述托盘机构的所述安装板安装在所述驱动机构上,所述驱动机构包括具有活动端的伺服电缸,所述伺服电缸安装在所述安装架上且所述伺服电缸的所述活动端位于所述传动皮带的左右两侧,所述快拆机构安装在所述伺服电缸的所述活动端,所述托盘机构的所述安装板通过所述快拆机构安装在所述伺服电缸的所述活动端,所述汽车冲压件放置在所述托盘机构上,所述驱动机构带动所述托盘机构沿所述传动皮带的传动方向做往复运动。
2.如权利要求1所述的同步运输机构,其特征在于,所述托盘机构包括具有镂空部的镂空托盘,所述汽车冲压件上设有预搭扣,所述汽车冲压件的所述预搭扣容置在所述镂空托盘的所述镂空部内。
3.如权利要求2所述的同步运输机构,其特征在于,所述托盘机构还包括托盘支架,所述托盘支架间隔设置在所述传动皮带上方且连接于所述镂空托盘和所述安装板。
4.如权利要求3所述的同步运输机构,其特征在于,所述托盘机构还包括安装在所述托盘支架上的锁紧机构,所述锁紧机构包括安装块、压块、顶针和推臂,所述安装块安装在所述托盘支架上,所述推臂活动安装在所述安装块上,所述顶针的两端分别与所述压块和所述推臂连接,所述推臂推动所述顶针和所述压块将所述镂空托盘固定在所述托盘支架上。
5.如权利要求1所述的同步运输机构,其特征在于,所述快拆机构包括快拆板和压钳,所述快拆板安装在所述伺服电缸的所述活动端,所述压钳安装在所述快拆板上,所述托盘机构的所述安装板通过所述压钳安装在所述快拆板上方。
6.如权利要求5所述的同步运输机构,其特征在于,所述快拆机构还包括压钳安装板,所述压钳安装板安装在所述快拆板上方,所述压钳安装在所述压钳安装板上。
7.如权利要求5所述的同步运输机构,其特征在于,所述驱动机构还包括导向板,所述导向板安装在所述驱动机构的所述伺服电缸的所述活动端,所述导向板上凸设有导向块,所述快拆机构的所述快拆板对应所述导向板凹设有滑动槽,所述滑动槽的内壁对应所述导向块凹设有导向槽,所述导向板设置在所述快拆板的所述滑动槽内,所述导向块设置在所述导向槽内。
8.如权利要求5所述的同步运输机构,其特征在于,所述快拆机构还包括定位销,所述定位销设置所述快拆板上,所述托盘机构的所述安装板对应所述定位销开设有定位孔,所述定位销设置在所述定位孔内。
9.如权利要求5所述的同步运输机构,其特征在于,所述快拆机构还包括限位板,所述限位板安装在所述快拆板上,用于限位固定所述安装板。
10.一种同步运输生产线,包括如权利要求1-9任一项所述的同步运输机构,其特征在于,包括至少一对所述同步运输机构,一对所述同步运输机构分别设置在不同的安装架上,当一对所述同步运输机构同时工作时,装载所述汽车冲压件的所述同步运输机构与未装载所述汽车冲压件的所述同步运输机构的运动方向相反。
技术总结
一种同步运输机构和同步运输生产线,同步运输机构架设在安装架上,安装架上安装有传动皮带和传动装置,传动装置驱动传动皮带单向运动,同步运输机构包括托盘机构、驱动机构和快拆机构,驱动机构安装在安装架上,托盘机构间隔跨设在传动皮带上方,托盘机构于传动皮带的左右两侧安装有安装板,托盘机构的安装板安装在驱动机构上,驱动机构包括具有活动端的伺服电缸,伺服电缸安装在安装架上且伺服电缸的活动端位于传动皮带的左右两侧,快拆机构安装在伺服电缸的活动端,托盘机构的安装板通过快拆机构安装在伺服电缸的活动端,汽车冲压件放置在托盘机构上,驱动机构带动托盘机构沿传动皮带的传动方向做往复运动。
技术研发人员:王杰,陈政,万海涛,熊立伟
受保护的技术使用者:武汉路特斯汽车有限公司
技术研发日:20231115
技术公布日:2024/6/20
- 还没有人留言评论。精彩留言会获得点赞!