一种圆柱电池套膜用定位装置的制作方法
本技术涉及圆柱动力电池,尤其涉及一种圆柱电池套膜用定位装置。
背景技术:
1、在铝壳圆柱动力电池生产过程中,电池的外部需要套一层热缩膜用以保护电池外壳免受损伤从而导致产品不良。目前现有圆柱电池套膜设备中,一般先通过送膜机构将热缩膜卷料送入到分膜机构后切断,再通过张膜吸盘将热缩套卷料张开,然后将电池推入到热缩套管膜内,而在此过程中,常常会出现电池在推动进入热缩套管膜时,出现挤膜、压膜等现象,电池无法顺利进入到热缩套管膜中而导致套膜失败,出现不良品,影响现场生产效率。
技术实现思路
1、为解决背景技术中存在的技术问题,本实用新型提出一种圆柱电池套膜用定位装置。
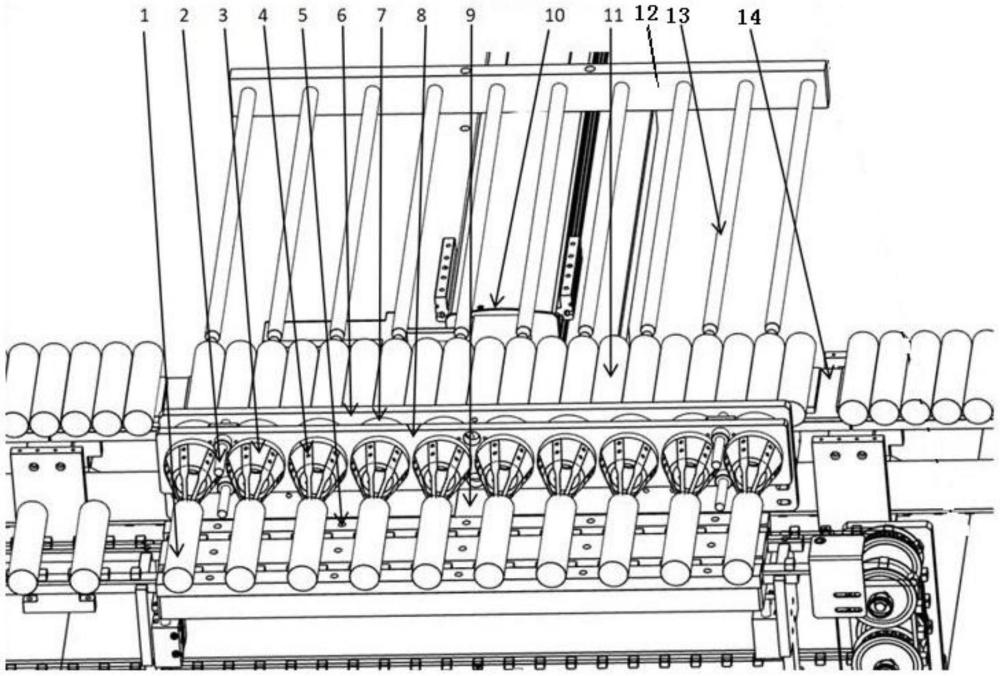
2、本实用新型提出的一种圆柱电池套膜用定位装置,包括相对平行设置的用于输送待套膜电池的第一输送线、用于输送热缩套管膜的第二输送线和驱动机构,还包括设在所述第一输送线和所述第二输送线之间的用于给待套膜电池定位的定位组件,所述定位组件靠近所述第二输送线的一侧还设有导向组件,所述驱动机构能够推动所述待套膜电池穿过所述定位组件通过导向组件进入所述热缩套管膜内。
3、优选地,所述驱动机构包括第一气缸和推板,所述推板与所述第一输送线平行设置、远离所述第二输送线一侧,所述第一气缸的输出端与所述推板固定、带动所述推板靠近或远离所述第一输送线,且所述推板沿其长度方向排列固定有多根推杆,所述推杆位于所述第一输送线上的所述待套膜电池的端部后方,所述第一气缸能够推动所述推板、进而带动多根所述推杆将所述第一输送线上的多个所述待套膜电池朝向所述第二输送线方向推动。
4、优选地,所述定位组件包括:
5、侧板ⅰ,垂直固定在所述第一输送线的线架上、且其长度沿所述第一输送线的长度方向延伸;
6、侧板ⅱ,靠近所述第二输送线且与所述侧板ⅰ平行设置;
7、多个连接垫,设在所述侧板ⅰ和所述侧板ⅱ之间、且多个所述连接垫沿所述侧板ⅰ的长度方向间隔排列,且所述侧板ⅰ、所述连接垫和所述侧板ⅱ的对应位置处均设有供所述待套膜电池穿过的定位孔。
8、优选地,所述导向组件包括:
9、多个导向基座,设为沿远离所述侧板ⅱ的方向上逐渐减小的锥台状结构,固定在所述侧板ⅱ靠近所述第二输送线一侧面上、且沿所述侧板ⅱ的长度方向排列;
10、导向弹片,设有多个,且每个所述导向基座上均沿其周向固定有多个所述导向弹片;
11、第二气缸,用于调整所述侧板ⅱ相对于所述侧板ⅰ的距离,所述第二气缸的输出端与所述侧板ⅱ固定、带动所述侧板ⅱ靠近或远离所述侧板ⅰ,所述第二气缸能够推动侧板ⅱ、进而带动每个所述导向基座上的多个所述导向弹片伸入热缩套管膜内。
12、优选地,所述导向弹片的端部设为向外弯曲的弧状结构。
13、优选地,所述侧板ⅰ和所述侧板ⅱ之间还设有滑动杆,所述滑动杆的一端与所述侧板ⅰ固定、另一端与所述侧板ⅱ滑动连接。
14、优选地,所述导向基座上开有销孔,所述导向弹片通过快换销与所述导向基座连接。
15、综上所述,本实用新型具有以下有益效果:通过在第一输送线和第二输送线之间设置定位组件和导向组件,保障了电池在套膜过程中的精准定位,避免了电池无法顺利进入到热缩套管膜中而导致套膜失败,出现不良品的问题,提高了套膜效率。
16、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种圆柱电池套膜用定位装置,包括相对平行设置的用于输送待套膜电池的第一输送线、用于输送热缩套管膜的第二输送线和驱动机构,其特征在于,还包括设在所述第一输送线和所述第二输送线之间的用于给待套膜电池定位的定位组件,所述定位组件靠近所述第二输送线的一侧还设有导向组件,所述驱动机构能够推动所述待套膜电池穿过所述定位组件通过导向组件进入所述热缩套管膜内。
2.根据权利要求1所述圆柱电池套膜用定位装置,其特征在于,所述驱动机构包括第一气缸和推板,所述推板与所述第一输送线平行设置、远离所述第二输送线一侧,所述第一气缸的输出端与所述推板固定、带动所述推板靠近或远离所述第一输送线,且所述推板沿其长度方向排列固定有多根推杆,所述推杆位于所述第一输送线上的所述待套膜电池的端部后方,所述第一气缸能够推动所述推板、进而带动多根所述推杆将所述第一输送线上的多个所述待套膜电池朝向所述第二输送线方向推动。
3.根据权利要求2所述圆柱电池套膜用定位装置,其特征在于,所述定位组件包括:
4.根据权利要求3所述圆柱电池套膜用定位装置,其特征在于,所述导向组件包括:
5.根据权利要求4所述圆柱电池套膜用定位装置,其特征在于,所述导向弹片的端部设为向外弯曲的弧状结构。
6.根据权利要求4所述圆柱电池套膜用定位装置,其特征在于,所述侧板ⅰ和所述侧板ⅱ之间还设有滑动杆,所述滑动杆的一端与所述侧板ⅰ固定、另一端与所述侧板ⅱ滑动连接。
7.根据权利要求4所述圆柱电池套膜用定位装置,其特征在于,所述导向基座上开有销孔,所述导向弹片通过快换销与所述导向基座连接。
技术总结
本技术公开了一种圆柱电池套膜用定位装置,包括相对平行设置的用于输送待套膜电池的第一输送线、用于输送热缩套管膜的第二输送线和驱动机构,驱动机构用于将第一输送线上的待套膜电池推送至第二输送线上的热缩套管膜内,还包括设在第一输送线和第二输送线之间的用于给待套膜电池定位的定位组件,定位组件靠近第二输送线的一侧还设有导向组件,驱动机构能够推动待套膜电池穿过定位组件通过导向组件进入热缩套管膜内。如此,通过在第一输送线和第二输送线之间设置定位组件和导向组件,保障了电池在套膜过程中的精准定位,避免了电池无法顺利进入到热缩套管膜中而导致套膜失败,出现不良品的问题,提高了套膜效率。
技术研发人员:闫君宝,宋海浪,曹猛,杨康,鲁云鹏
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:20231130
技术公布日:2024/7/9
- 还没有人留言评论。精彩留言会获得点赞!