一种导向销自动上料装置的制作方法
本技术属于工业自动化,具体涉及导向销自动上料装置。
背景技术:
1、现有导向销自动化安装装置是通过振动盘分料和输送至安装工位的,不仅振动盘运作声音较响,同时导向销摩擦产生的声音较大,因而运行过程中噪音较大。另外,当料框内导向销数量偏少时,即使料框内还有余料也无法继续送料,需要频繁加料。
技术实现思路
1、本实用新型所要解决的技术问题就是提供一种导向销自动上料装置,降低运行噪音,并且解决当料框内导向销数量偏少时,即使料框内还有余料也无法继续送料的问题。
2、为解决上述技术问题,本实用新型采用如下技术方案:
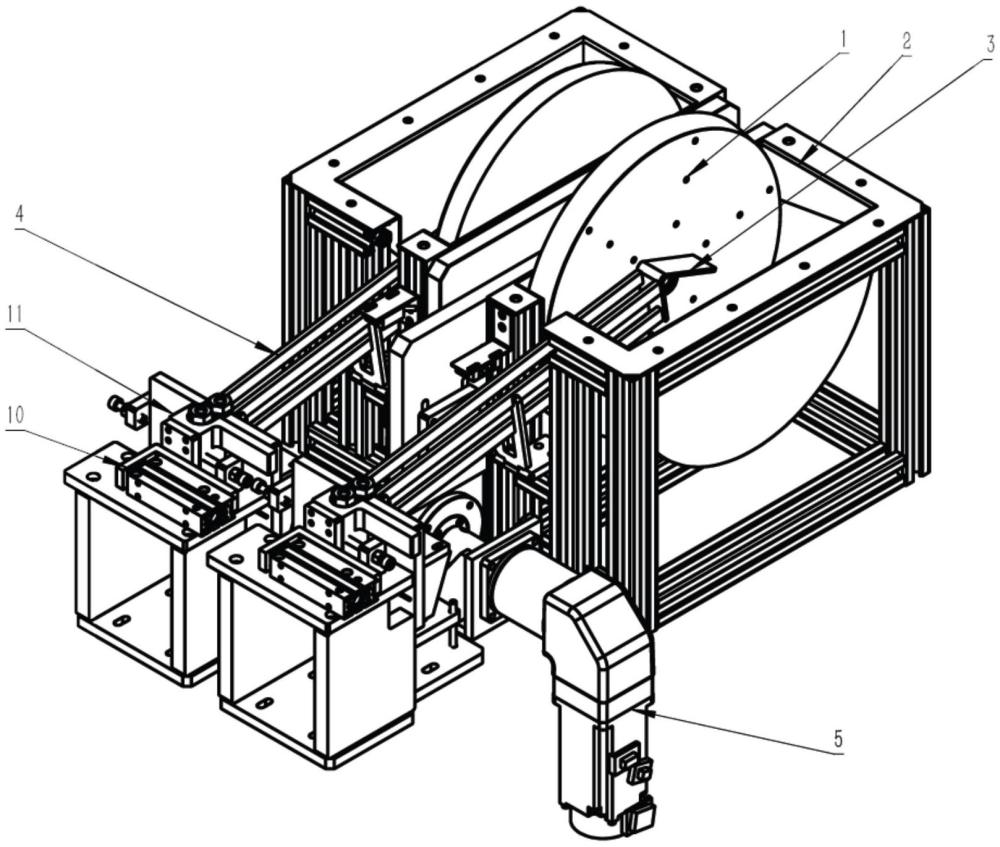
3、一种导向销自动上料装置,包括用于存放导向销的料框和将料框内导向销向外输送的滑轨输送机构,所述滑轨输送机构设有倾斜安装的滑轨,所述导向销自动上料装置还包括转盘上料机构,所述转盘上料机构包括带有磁铁的转盘和驱动转盘转动的转盘驱动电机,所述转盘的轴向水平设置且转盘的下半部设于料框内,所述滑轨的输入端向上延伸至转盘端面一侧,转盘通过磁铁吸附料框内导向销并继续转动将导向销送至滑轨的输入端。
4、优选的,所述转盘由塑料制成;和/或,若干块磁铁在转盘上呈辐射状分布。
5、优选的,所述转盘上设有嵌槽,所述磁铁嵌入嵌槽内。
6、优选的,所述滑轨的输入端延伸至靠近转盘中心位置且侧面靠近转盘端面。
7、优选的,所述滑轨的输入端连接有向远离滑轨方向下方倾斜延伸的阻挡块。
8、优选的,所述料框由塑料制成;和/或,所述料框的上部为矩形结构,且底部为圆弧形结构。
9、优选的,所述转盘上料机构还包括设于驱动电机与转盘驱动轴之间的同步带组件。
10、优选的,沿转盘轴向并排设有两个料框和转盘,且两个转盘由同一个驱动电机和同步带组件驱动。
11、优选的,所述滑轨输送机构还包括用于实现滑轨振动送料的振动器。
12、优选的,所述滑轨的下端连接有分拣机构,所述分拣机构包括导向销定位块、分拣气缸以及到位传感器,所述导向销定位块与滑轨的下端相接以承接从滑轨下落的导向销,所述到位传感器用于检测导向销是否在导向销定位块上定位,所述分拣气缸在导向销在导向销定位块完成定位后推动导向销定位块移动。
13、本实用新型采用上述技术方案,具有如下有益效果:
14、1、在料框内采用带有磁铁的转盘吸附导向销并向滑轨输入端送导向销,转盘转动过程中将料框内的导向销吸附,转盘驱动电机驱动转盘继续转动,将吸附后的导向销运送至滑轨输入端上方,由于滑轨的阻挡,导向销从转盘上落下并落到滑轨输入端,然后顺着滑轨滑下。
15、转盘与料框内导向销摩擦的噪音远远小于振动盘运行的声音,因而与现有技术相比降低了噪音。而且,当料框内导向销数量偏少时,由于磁铁的吸附,仍然可以带起导向销,也可以继续送料,因此,可以等到料框内导向销基本见底后再去加料,与现有技术相比,避免了频繁加料。
16、2、转盘由塑料制成,可以避免与磁铁产生磁力作用,而且可以降低导向销与转盘之间的相互作用产生的噪音。
17、并且若干块磁铁在转盘上呈辐射状分布,这样无论在转盘的径向位置和周向位置均可以保证有一定数量的磁铁分布,从而保证磁铁可以吸附到料框内的导向销。
18、3、磁铁嵌入转盘上的嵌槽内,表面与转盘端面平齐,不容易脱落,且容易吸附住导向销。
19、4、由于滑轨的输入端延伸至靠近转盘中心位置且侧面靠近转盘端面,这样转盘上吸附的导向销转动到滑轨输入端时,由于受到阻挡,会落到滑轨输入端,并且不会卡住导向销。
20、5、由于滑轨的输入端连接有向远离滑轨方向下方倾斜延伸的阻挡块,因此没能送到滑轨输入端的导向销经阻挡块阻挡和引导会重新落到料框内。
21、6、料框由塑料制成,以避免与转盘上磁铁产生磁力作用,而且可以降低导向销与料框之间的相互作用产生的噪音。
22、料框的上部为矩形结构、底部为圆弧形结构,因此料框内部与转盘之间的空间可以充分利用,从而放置更多的导向销,并且转盘为圆形,转盘的下半部在转动时始终可以靠近料框底部,这样当料框内导向销数量偏少时,导向销会向料框底部积聚,保证可以转盘可以吸附到料框内的导向销。
23、7、并排设置两个料框,两个转盘和滑轨输送机构同时进行上料,并且两个转盘由同一个驱动电机和同步带组件驱动,可以降低成本。
24、8、滑轨输送机构还包括用于实现滑轨振动送料的振动器,以保证送料顺畅,避免送料过程中卡滞。
25、9、导向销定位块与滑轨的下端相接以承接从滑轨下落的导向销,到位传感器用于检测导向销是否在导向销定位块上定位,分拣气缸在导向销在导向销定位块完成定位后推动导向销定位块移动。
26、本实用新型的具体技术方案及其有益效果将会在下面的具体实施方式中结合附图进行详细的说明。
技术特征:
1.一种导向销自动上料装置,包括用于存放导向销的料框和将料框内导向销向外输送的滑轨输送机构,所述滑轨输送机构设有倾斜安装的滑轨,其特征在于,所述导向销自动上料装置还包括转盘上料机构,所述转盘上料机构包括带有磁铁的转盘和驱动转盘转动的转盘驱动电机,所述转盘的轴向水平设置且转盘的下半部设于料框内,所述滑轨的输入端向上延伸至转盘端面一侧,转盘通过磁铁吸附料框内导向销并继续转动将导向销送至滑轨的输入端。
2.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述转盘由塑料制成;和/或,若干块磁铁在转盘上呈辐射状分布。
3.根据权利要求2所述的一种导向销自动上料装置,其特征在于,所述转盘上设有嵌槽,所述磁铁嵌入嵌槽内。
4.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述滑轨的输入端延伸至靠近转盘中心位置且侧面靠近转盘端面。
5.根据权利要求4所述的一种导向销自动上料装置,其特征在于,所述滑轨的输入端连接有向远离滑轨方向下方倾斜延伸的阻挡块。
6.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述料框由塑料制成;和/或,所述料框的上部为矩形结构,且底部为圆弧形结构。
7.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述转盘上料机构还包括设于驱动电机与转盘驱动轴之间的同步带组件。
8.根据权利要求7所述的一种导向销自动上料装置,其特征在于,沿转盘轴向并排设有两个料框和转盘,且两个转盘由同一个驱动电机和同步带组件驱动。
9.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述滑轨输送机构还包括用于实现滑轨振动送料的振动器。
10.根据权利要求1所述的一种导向销自动上料装置,其特征在于,所述滑轨的下端连接有分拣机构,所述分拣机构包括导向销定位块、分拣气缸以及到位传感器,所述导向销定位块与滑轨的下端相接以承接从滑轨下落的导向销,所述到位传感器用于检测导向销是否在导向销定位块上定位,所述分拣气缸在导向销在导向销定位块完成定位后推动导向销定位块移动。
技术总结
本技术公开了一种导向销自动上料装置,包括用于存放导向销的料框和将料框内导向销向外输送的滑轨输送机构,所述滑轨输送机构设有倾斜安装的滑轨,所述导向销自动上料装置还包括转盘上料机构,所述转盘上料机构包括带有磁铁的转盘和驱动转盘转动的转盘驱动电机,所述转盘的轴向水平设置且转盘的下半部设于料框内,所述滑轨的输入端向上延伸至转盘端面一侧,转盘通过磁铁吸附料框内导向销并继续转动将导向销送至滑轨的输入端。本技术在料框内采用带有磁铁的转盘吸附导向销并向滑轨输入端送导向销,可以等到料框内导向销基本见底后再去加料,与现有技术相比,避免了频繁加料。
技术研发人员:褚泽锋,韩沥,沈燕青,吴兴尧,彭烂峰
受保护的技术使用者:杭州亚太智能装备有限公司
技术研发日:20231208
技术公布日:2024/7/11
- 还没有人留言评论。精彩留言会获得点赞!