全车型机器人自动装车系统及装车方法与流程
本发明属于袋装物料装车的,具体涉及一种全车型机器人自动装车系统及装车方法。
背景技术:
1、袋装物料是化工行业大宗物流发运货物的主要形式之一,如化肥、塑料颗粒、化学原料等产品。传统的装车方式主要依赖于人工操作,这种方式不仅效率低下,而且存在一定的安全隐患。此外,由于化工物料的特殊性,如易燃、易爆、有毒等,人工操作时需要严格遵守安全操作规程,否则可能会引发严重的安全事故。
2、因此,如何提高化工行业袋装物料的装车效率和安全性,成为了行业内亟待解决的问题。
技术实现思路
1、本发明要解决的技术问题为:如何设计出一种全车型机器人自动装车系统,提高装车效率。
2、具体方案如下:
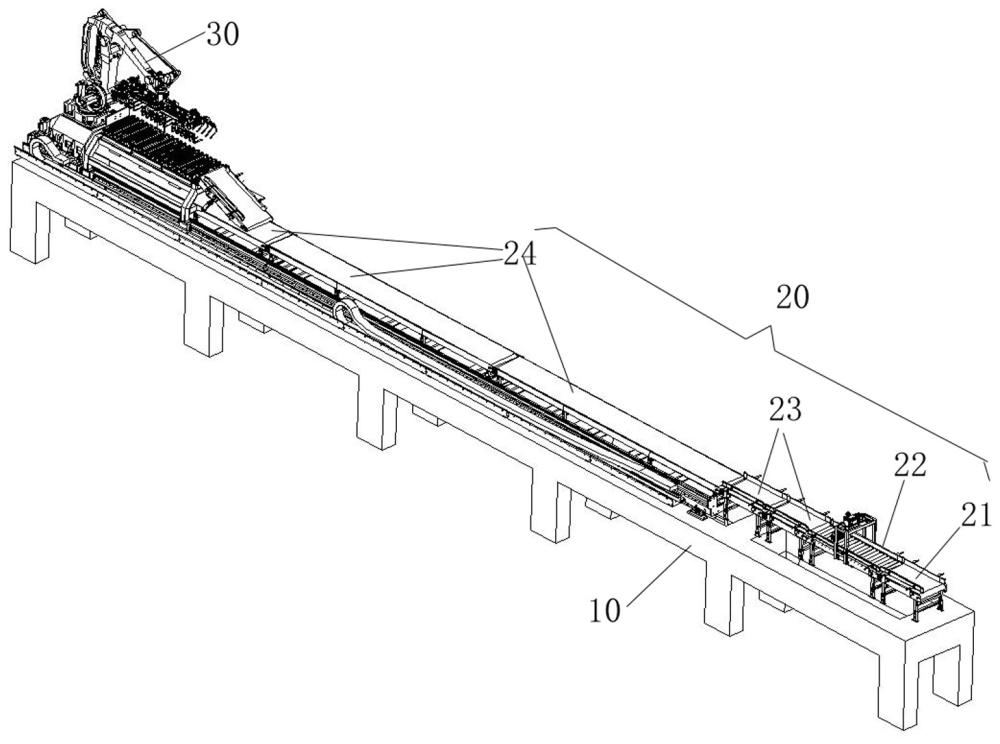
3、一种全车型机器人自动装车系统,包括长条形的机架,机架沿着长度方向固定两条轨道,机架沿着长度方向设有皮带输送线,其特征在于:皮带输送线位于两条轨道之间;轨道上设有能够沿其运动的装车机器人,装车机器人包括装车机械臂,装车机械臂的外端部设有至少一个夹具;装车机器人铰接铲料皮带机的端部,装车机器人铰接调整油缸的缸体端,调整油缸的活塞端铰接铲料皮带机;装车机器人上设有待码机,待码机包括多个平行的转辊,两个相邻转辊之间的空间为夹爪通道,待码机的近端与铲料皮带机的位置匹配;夹具包括两个对称设置的加持部,每个加持部固定多个平行设置的夹爪。
4、夹具并排设有三个,其中中间一个夹具位于装车机械臂的正下方。
5、转辊的外表面固定多个凸条。
6、待码机的远端设有挡板。
7、皮带输送线包括依次串联的接料皮带机、整形皮带机、缓存皮带机、主皮带机,整形皮带机处设有整形机,装车机器人位于主皮带机的上方。
8、缓存皮带机与主皮带机均包括多个单元段。
9、机架两侧均设有一个中转平台,每个中转平台配合一个车辆;中转平台包括平台框架,平台框架设有行走轮,平台框架的下部设有支撑机构,平台框架与支撑机构之间通过四个竖直的液压支腿相连;平台框架固定门型架,门型架上设有能够沿其上下滑动的挡板;平台框架的上表面铺设移动台,平台框架设有传动链条,移动台的下表面设有与传动链条凹凸配合的承重板,当传动链条运动时,依靠移动台的承重板与传动链条之间的凹凸配合,移动台与传动链条同步移动;平台框架的端部的两个侧面均固定一个定位机构;平台框架的两个侧面设有保护板;移动台的上表面设有多个阵列布置的被动辊。
10、一种装车方法,使用上述全车型机器人自动装车系统,包括如下步骤:
11、s10、将车辆停放在机架的任意一侧;
12、s20、上游设备将袋装物料投放在接料皮带机后,袋装物料进入整形皮带机整形后、再依次进入缓存皮带机与主皮带机;
13、s30、装车机器人位于主皮带机的合适位置,调整好铲料皮带机的倾角、使铲料皮带机与主皮带机有缝隙;
14、s40、当主皮带机上的袋装物料达到铲料皮带机的下端时,被铲料皮带机提升到待码机处;
15、s50、装车机器人控制夹具达到袋装物料的上方,使夹具完成袋装物料的加持;
16、s60、装车机器人控制夹具达车辆的上方,卸料;
17、s70、重复步骤s30-s60,直到结束。
18、在步骤s50中,夹爪位于转辊的下方,当其从夹爪通道向上提起时,将袋装物料提起;
19、在s20步骤中,缓存皮带机每次投放三个袋装物料。
20、一种装车方法,使用上述全车型机器人自动装车系统,包括如下步骤:
21、s100、将袋装物料码垛在左侧的中转平台,包括上述装车方法;
22、s200、将袋装物料码垛在右侧的中转平台,包括上述装车方法;
23、同时,左侧的中转平台将袋装物料送入左侧的车辆内;
24、s300、将袋装物料码垛在左侧的中转平台,包括上述装车方法;
25、同时,右侧的中转平台将袋装物料送入右侧的车辆内;
26、s400、重复步骤s200-s300,直到结束;
27、其中,步骤s200-s300中的“中转平台将袋装物料送入车辆内”具体为:
28、四个竖直的液压支腿收缩到高位,通过行走轮调整,将车辆停在两个定位机构之间,通过调整四个竖直的液压支腿伸出量,调整好平台框架的高度与车厢底板的高度相匹配;挡板运动到高位,依靠传动链条的传动,移动台与货物的整体移动到车辆内,挡板运动到低位,反向驱动传动链条,货物被挡板阻挡留在车辆内,移动台被传动链条拉出,完成装车。
29、有益效果:相对于现有技术,本发明设有铲料皮带机,使机器人可以行走边装车,效率较高。
技术特征:
1.一种全车型机器人自动装车系统,包括长条形的机架(10),机架(10)沿着长度方向固定两条轨道(11),机架(10)沿着长度方向设有皮带输送线(20),其特征在于:皮带输送线(20)位于两条轨道(11)之间;
2.如权利要求1所述的全车型机器人自动装车系统,其特征在于:夹具(32)并排设有三个,其中中间一个夹具(32)位于装车机械臂(31)的正下方。
3.如权利要求2所述的全车型机器人自动装车系统,其特征在于:转辊(36)的外表面固定多个凸条(361)。
4.如权利要求3所述的全车型机器人自动装车系统,其特征在于:待码机(38)的远端设有挡板(39)。
5.如权利要求4所述的全车型机器人自动装车系统,其特征在于:皮带输送线(20)包括依次串联的接料皮带机(21)、整形皮带机(22)、缓存皮带机(23)、主皮带机(24),整形皮带机(22)处设有整形机,装车机器人(30)位于主皮带机(24)的上方。
6.如权利要求5所述的全车型机器人自动装车系统,其特征在于:缓存皮带机(23)与主皮带机(24)均包括多个单元段。
7.如权利要求6所述的全车型机器人自动装车系统,其特征在于:机架(10)两侧均设有一个中转平台(80),每个中转平台(80)配合一个车辆(90);
8.一种装车方法,其特征在于:使用如权利要求1所述的全车型机器人自动装车系统,包括如下步骤:
9.如权利要求8所述的装车方法,其特征在于:
10.一种装车方法,其特征在于:使用如权利要求7所述的全车型机器人自动装车系统,包括如下步骤:
技术总结
本发明属于袋装物料装车的技术领域,具体涉及一种全车型机器人自动装车系统及装车方法。一种全车型机器人自动装车系统,包括长条形的机架,机架沿着长度方向固定两条轨道,机架沿着长度方向设有皮带输送线,皮带输送线位于两条轨道之间;轨道上设有能够沿其运动的装车机器人,装车机器人包括装车机械臂,装车机械臂的外端部设有至少一个夹具;装车机器人铰接铲料皮带机的端部,装车机器人铰接调整油缸的缸体端。有益效果:相对于现有技术,本发明设有铲料皮带机,使机器人可以行走边装车,效率较高。
技术研发人员:岳海姣,张嫚,李玉坤,蒋震阳,魏振祥,牛向阳
受保护的技术使用者:清研自动化技术(洛阳)有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!