一种用于岸桥整机海运时托架小车绑扎工装及方法与流程
本发明涉及重大件整机海运上部特定活动结构件的绑扎固定技术,更具体地说,涉及一种用于岸桥整机海运时托架小车绑扎工装及方法。
背景技术:
1、岸边集装箱起重机(以下简称岸桥)整机海运前需进行绑扎作业。岸桥上的托架小车因其可活动、质量大的特点,是海运绑扎作业的重点关注对象之一。
2、目前的绑扎通常采用直接焊接绑扎工装件的形式,即采用工装件直接将托架小车与岸桥的后大梁进行焊接固定。由于绑扎位置通常位于几十米的高处,所使用工装件的重量重,导致该种方法现场施工作业难度大且严重破坏了岸桥的油漆,给运输到岸后的解绑和恢复工作增加了难度和成本。
技术实现思路
1、针对现有技术中存在的上述缺陷,本发明的目的是提供一种用于岸桥整机海运时托架小车绑扎工装及方法,实现托架小车海绑作业减小工作量、避免高空焊接、保护油漆和恢复工作简单的需求。
2、为实现上述目的,本发明采用如下技术方案:
3、本发明第一方面提供了一种用于岸桥整机海运时托架小车绑扎工装,包括两套对称设置的紧贴车轮工装组件,两套所述紧贴车轮工装组件之间通过调节组件相连接;
4、所述紧贴车轮工装组件设于托架小车同侧的两个车轮之间,包括固定底座和紧贴车轮板;
5、所述固定底座设于托架小车轨道上;
6、所述紧贴车轮板设于所述固定底座上,所述紧贴车轮板的前端面与所述托架小车的车轮贴合。
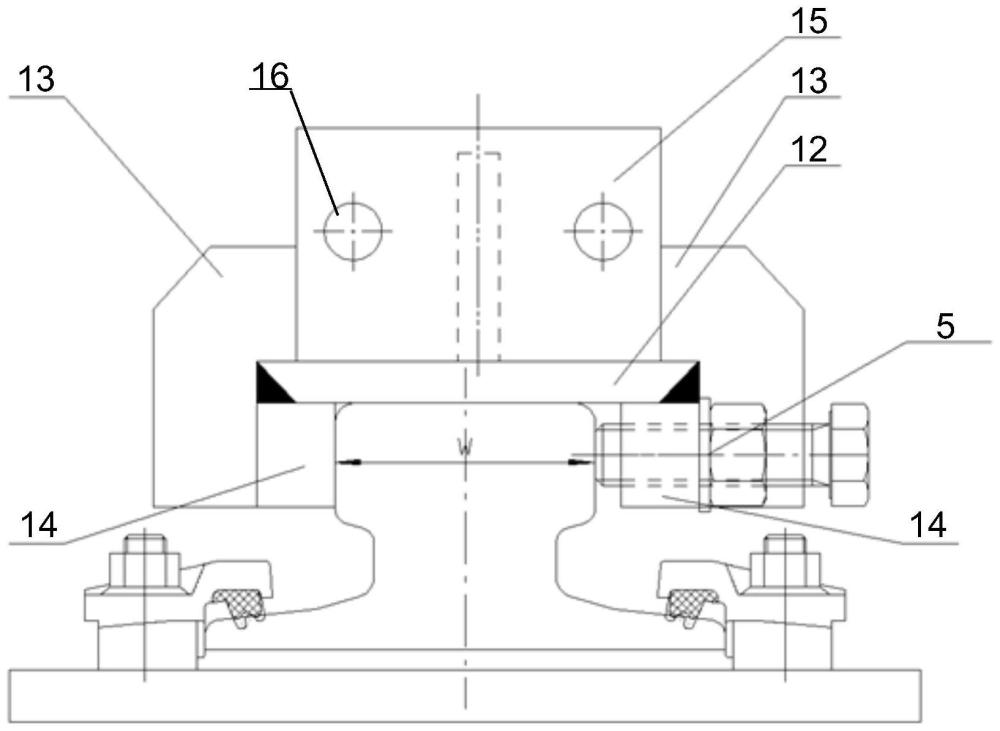
7、较佳的,所述固定底座包括垫板、卡板、侧挡板和后连接板;
8、所述垫板贴合于所述托架小车轨道的顶面;
9、所述侧挡板具有两块,分别连于所述垫板长度向的下表面侧边上,一块所述侧挡板的内侧面贴合于所述托架小车轨道的侧面,另一块所述侧挡板通过多组紧固组件顶紧于所述托架小车轨道上;
10、所述卡板连于所述垫板的上表面及所述侧挡板的外侧面;
11、所述后连接板设于所述垫板上表面的后端位置,所述后连接板上开设有螺纹孔。
12、较佳的,所述紧贴车轮板设于所述垫板的上表面,并与所述卡板之间卡接。
13、较佳的,所述紧贴车轮板的前端面设置为与所述托架小车的车轮外圆相适配的圆弧面。
14、较佳的,所述调节组件包括螺纹杆和螺母;
15、所述螺纹杆的两端分别伸入对应所述后连接板的螺纹孔;
16、所述螺纹杆的端部上均拧入两个所述螺母,两个所述螺母分别位于所述螺纹孔的内侧、外侧。
17、较佳的,设有所述紧固组件的所述侧挡板上开设有螺纹孔;
18、所述紧固组件包括设于所述螺纹孔内的螺栓,所述螺栓上配有垫圈、螺母。
19、本发明第二方面提供了一种用于岸桥整机海运时托架小车绑扎方法,采用本发明第一方面提供所述的用于岸桥整机海运时托架小车绑扎工装以实现以下作业:
20、提前确定托架小车的车轮直径、轮距以及所述托架小车轨道的宽度,设计所述紧贴车轮工装组件的尺寸,并选择所述调节组件的长度;
21、当所述托架小车停放到位后,将两套所述紧贴车轮工装组件布置在所述托架小车的车轮之间的所述托架小车轨道上,采用所述调节组件将两套所述紧贴车轮工装组件进行连接,通过调节所述调节组件上所述螺母,使所述紧贴车轮板的前端面紧贴所述托架小车的车轮,再通过所述紧固组件将所述紧贴车轮工装组件固定在所述托架小车轨道上。
22、较佳的,将所述紧固组件拧紧至指定扭矩要求后,再用钢丝穿孔进行防松处理,完成绑扎作业。
23、本发明所提供的一种用于岸桥整机海运时托架小车绑扎工装及方法,实现托架小车海绑作业减小工作量、避免高空焊接、保护油漆和恢复工作简单的需求。本发明进行海绑作业时,将两套紧贴车轮工装组件放置在托架小车轨道上,前后两套紧贴车轮工装组件用调节组件连接,通过旋转螺纹杆上的螺母,使紧贴车轮板的圆弧面贴紧托架小车的车轮,扭紧轨道侧面的螺栓并穿钢丝缠绕防松,完成托架小车的海绑工作。本发明设计施工量小、尽可能少的破坏油漆以及到岸后恢复工作简单。
技术特征:
1.一种用于岸桥整机海运时托架小车绑扎工装,其特征在于:包括两套对称设置的紧贴车轮工装组件,两套所述紧贴车轮工装组件之间通过调节组件相连接;
2.根据权利要求1所述的用于岸桥整机海运时托架小车绑扎工装,其特征在于:所述固定底座包括垫板、卡板、侧挡板和后连接板;
3.根据权利要求2所述的用于岸桥整机海运时托架小车绑扎工装,其特征在于:所述紧贴车轮板设于所述垫板的上表面,并与所述卡板之间卡接。
4.根据权利要求3所述的用于岸桥整机海运时托架小车绑扎工装,其特征在于:所述紧贴车轮板的前端面设置为与所述托架小车的车轮外圆相适配的圆弧面。
5.根据权利要求3所述的用于岸桥整机海运时托架小车绑扎工装,其特征在于:所述调节组件包括螺纹杆和螺母;
6.根据权利要求3所述的用于岸桥整机海运时托架小车绑扎工装,其特征在于:设有所述紧固组件的所述侧挡板上开设有螺纹孔;
7.一种用于岸桥整机海运时托架小车绑扎方法,其特征在于,采用如权利要求1-6之一所述的用于岸桥整机海运时托架小车绑扎工装以实现以下作业:
8.根据权利要求7所述的用于岸桥整机海运时托架小车绑扎方法,其特征在于:将所述紧固组件拧紧至指定扭矩要求后,再用钢丝穿孔进行防松处理,完成绑扎作业。
技术总结
本发明公开了一种用于岸桥整机海运时托架小车绑扎工装,包括两套对称设置的紧贴车轮工装组件,两套所述紧贴车轮工装组件之间通过调节组件相连接;所述紧贴车轮工装组件设于托架小车同侧的两个车轮之间,包括固定底座和紧贴车轮板;所述固定底座设于托架小车轨道上;所述紧贴车轮板设于所述固定底座上,所述紧贴车轮板的前端面与所述托架小车的车轮贴合。本发明还公开了一种用于岸桥整机海运时托架小车绑扎方法。本发明实现托架小车海绑作业减小工作量、避免高空焊接、保护油漆和恢复工作简单的需求。
技术研发人员:刘峻,黄希凡,向如兵,阚俊伟
受保护的技术使用者:上海振华重工(集团)股份有限公司
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!