一种自动调节刮板机作业行走速度的方法与流程
本发明涉及钢铁冶金,具体涉及一种自动调节刮板机作业行走速度的方法。
背景技术:
1、当前刮板机的作业流程中分为平料作业以及取料作业,平料作业以及取料作业均为刮板机的大臂下降一定角度,并且以一定行走速度来回行走。通常在进行生产作业的时候,进行设定取料角度以及行走速度。而设定的角度过大,或行走速度过快容易导致刮板机的过载跳电,容易设备故障以及增加设备的维护风险。而设定角度过小以及行走速度过慢会使得原料供量流量不足,影响后续的生产需求。
2、当下在进行作业的时候,往往由人工来进行相应的角度的设定,经过一些经验判断来进行参数设置,但仍旧会出现设备跳电以及供给流量不足的问题。
技术实现思路
1、发明目的:本发明的目的是提供种一种自动调节刮板机作业行走速度的方法解决了刮板机自动作业与人工比效率低和取料量不稳定问题。
2、技术方案:本发明所述的一种自动调节刮板机作业行走速度的方法,包括以下步骤:
3、(1)由3d扫描仪获取到刮板机平料开始时刮板所接触料面的长度l1和平料结束时刮板接触料面的长度l2;
4、(2)根据l1和l2建立能量转换关系模型;包括以下步骤:
5、(21)计算刮板机取料的体积;
6、(22)根据体积计算刮板机取料的功率;
7、(23)计算刮板机驱动电机功率;
8、(24)根据步骤(21)-(24)得到刮板作业的功率与刮板机驱动电机的功率,并且建立关联关系;
9、(3)确定模型中的能量系数;
10、(4)计算刮板下降角度,根据最大安全电流计算刮板机最大行走速度。
11、进一步的,所述步骤(21)具体如下:假定刮板机的行走速度为v,刮板下降角度为β,则在δt的时间范围内刮板行走距离为vδt;则刮走料的体积为:
12、
13、进一步的,所述步骤(22)具体如下:设刮板机的链板的旋转速度为ω恒定不变,则在单位时间内刮走的料堆所作位移为s,并且假定当前刮板机角度为α,则被刮走的料所做功为:
14、
15、其中,β为刮板下降角度,v为刮板机行走速度,ρ为料堆密度,g为重力加速度,α为当前刮板机的角度,s为单位时间内链板转动距离。
16、进一步的,所述步骤(23)具体如下:刮板机功率为:
17、p=ui
18、其中,i为电机电流,u为加载电机上的电压;引入损失因子γ,最终的输出功率为:
19、p=ηγui
20、其中,η为电机的转换效率;γ为损失因子。
21、进一步的,所述步骤(24)具体如下:
22、
23、其中,l1,l2为扫描仪扫描到的刮板接触到料堆的长度,ρ为料堆密度,g为重力加速度,α为当前刮板机的角度,s为单位时间内链板转动距离,u为电机电压,η为电机的转换效率。
24、进一步的,所述步骤(3)具体如下:根据步骤(24)公式转换得到如下公式:
25、
26、其中,表示能量系数;引入损失因子损失γ上式变化可得:
27、
28、进一步的,所述步骤(4)具体如下:首先,根据刮板机在作业时最大安全电流得到如下公式:
29、
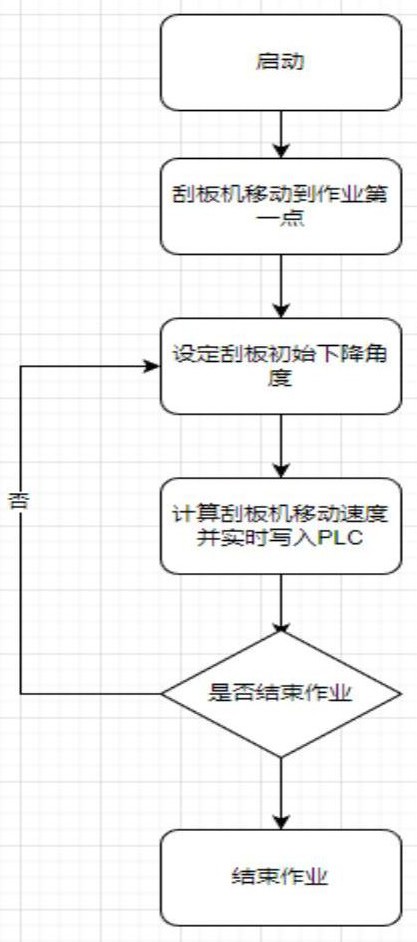
30、然后,设定刮板下降俯仰角,实时计算刮板机最大行走速度,并且写入到plc中,其中,俯仰角的每次下降角度为固定值0.4°~0.8°。
31、本发明所述的一种自动调节刮板机平料作业行走速度的系统,包括:
32、获取数据模块:用于由3d扫描仪获取到刮板机平料开始时刮板所接触料面的长度l1和平料结束时刮板接触料面的长度l2;
33、模型建立模块:用于根据l1和l2建立能量转换关系模型;包括以下步骤:
34、系数计算模块:用于确定模型中的能量系数;
35、下降角度计算模块:用于计算刮板下降角度,根据最大安全电流计算刮板机最大行走速度。
36、本发明所述的一种设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的程序,所述处理器执行所述程序时实现任一项所述的一种自动调节刮板机平料作业行走速度的方法。
37、本发明所述的一种存储介质,存储有计算机程序,其特征在于,所述计算机程序被设计为运行时实现任一项所述的一种自动调节刮板机平料作业行走速度的方法。
38、有益效果:与现有技术相比,本发明具有如下显著优点:本发明通过实时控制刮板机的运行速度,在刮板机作业过程中能在最大安全电流下进行刮板机的作业工作,提高了设备的安全行,以及减少故障率的发生;并且在保证安全的前提下以最大速度,最大角度进行作业,极大的提供的作业效率;提高了刮板机的智能化水平。
技术特征:
1.一种自动调节刮板机作业行走速度的方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(21)具体如下:假定刮板机的行走速度为v,刮板下降角度为β,则在δt的时间范围内刮板行走距离为vδt;则刮走料的体积为:
3.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(22)具体如下:设刮板机的链板的旋转速度为ω恒定不变,则在单位时间内刮走的料堆所作位移为s,并且假定当前刮板机角度为α,则被刮走的料所做功为:
4.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(23)具体如下:刮板机功率为:
5.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(24)具体如下:
6.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(3)具体如下:根据步骤(24)公式转换得到如下公式:
7.根据权利要求1所述的一种自动调节刮板机平料作业行走速度的方法,其特征在于,所述步骤(4)具体如下:首先,根据刮板机在作业时最大安全电流得到如下公式:
8.一种自动调节刮板机平料作业行走速度的系统,其特征在于,包括:
9.一种设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的程序,其特征在于,所述处理器执行所述程序时实现如权利要求1-8任一项所述的一种自动调节刮板机平料作业行走速度的方法。
10.一种存储介质,存储有计算机程序,其特征在于,所述计算机程序被设计为运行时实现根据权利要求1-8任一项所述的一种自动调节刮板机平料作业行走速度的方法。
技术总结
本发明公开了一种自动调节刮板机作业行走速度的方法,包括以下步骤:(1)由3D扫描仪获取到刮板机平料开始时刮板所接触料面的长度L<subgt;1</subgt;和平料结束时刮板接触料面的长度L<subgt;2</subgt;;(2)根据L<subgt;1</subgt;和K<subgt;2</subgt;建立能量转换关系模型;包括以下步骤:(3)确定模型中的能量系数;(4)计算刮板下降角度,根据最大安全电流计算计算刮板机最大行走速度;本发明通过实时控制刮板机的运行速度,在刮板机作业过程中能在最大安全电流下进行刮板机的作业工作,提高了设备的安全行,以及减少故障率的发生;并且在保证安全的前提下以最大速度,最大角度进行作业,极大的提供的作业效率;提高了刮板机的智能化水平。
技术研发人员:张先玲
受保护的技术使用者:南京南钢产业发展有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!