一种烟箱缺条检测方法及其检测装置与流程
本发明涉及烟箱检测,更具体地,涉及一种烟箱缺条检测方法及其检测装置。
背景技术:
1、随着卷烟制造工业自动化水平的不断提升,市场对卷烟产品的质量要求也越来越高。而在实际生产中,往往由于设备或人为因素,导致卷烟成品装箱时容易出现缺条问题。传统缺条检测的方式大多为通过射线或光电仪器进行检测,但由于检测误差和射线辐射等因素,使得检测效果并不理想,且射线检测仪器价格昂贵并需要经验人员进行操作、同时辐射会对人体造成伤害,故此该种方式没有得到充分认可。另外还有采用称重式方式来对烟箱缺条进行检测,对烟箱重量低于标准值的判断为缺条;但该种方式在实际应用中存在检测过程复杂、且效率较低。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种烟箱缺条检测方法及其检测装置,使用便利,能够实现快速且全面的缺条检测,还能够提高检测效率与准确性。
2、为解决上述技术问题,本发明采用的技术方案是:
3、提供一种烟箱缺条检测方法,包括如下步骤:
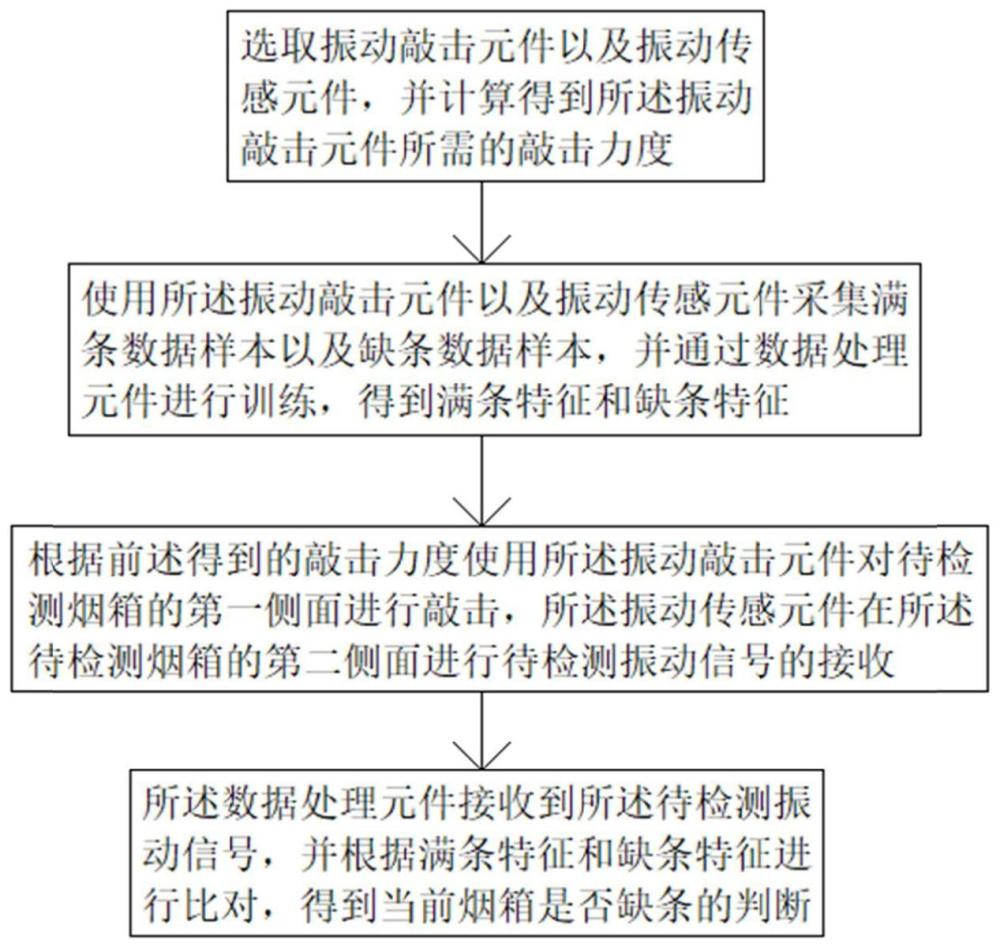
4、s1.选取振动敲击元件以及振动传感元件,并计算得到所述振动敲击元件所需的敲击力度;
5、s2.使用所述振动敲击元件以及振动传感元件采集满条数据样本以及缺条数据样本,并通过数据处理元件进行训练,得到满条特征和缺条特征;
6、s3.根据步骤s1得到的敲击力度使用所述振动敲击元件对待检测烟箱的第一侧面进行敲击,所述振动传感元件在所述待检测烟箱的第二侧面进行待检测振动信号的接收;
7、s4.所述数据处理元件接收到所述待检测振动信号,并根据步骤s2的特征进行比对,得到当前烟箱是否缺条的判断。
8、进一步地,所述步骤s1具体包括:选取橡胶锤作为所述振动敲击元件,并选取振动传感器作为所述振动传感元件;以及,使用小球单摆原理进行计算得到所述振动敲击元件所需的敲击力度。
9、进一步地,所述步骤s2具体包括如下步骤:
10、s21.数据采集:采集缺n(n=0,1,2,...)条烟箱的振动数据,且每种缺条振动数据均采集至少两次;
11、s22.幅值归一化处理:每种缺条振动数据均根据其各自的峰值位置进行截取,然后对截取后的缺条振动数据在时间轴上进行对齐,接着将完成对齐的缺条振动数据通过线性函数归一化方法进行处理,使得每种完成归一化处理的缺条振动数据均能够得到各自的有效缺条振动数据,所述有效缺条振动数据为包含x、y、z轴三个方向的位移数据;
12、s23.特征降维:对所述有效的缺条振动数据各自进行x、y、z轴方向上的横向拼接,得到至少两个缺0条的一维缺条振动数据、至少两个缺1条的一维缺条振动数据、...、至少两个缺n条的一维缺条振动数据;
13、s24.分类训练:对步骤s23获取的数据使用svm分类器进行训练,得到最佳性能表现的满条特征、缺1条特征、...、缺n条特征;其中,所述满条特征即为缺0条特征。
14、进一步地,在步骤s22中,线性函数归一化的计算公式为:
15、
16、式中,l[0,1]表示归一化后得到的数据,x表示完成对齐后缺条振动数据在x轴上的数值,xmin表示完成对齐后缺条振动数据在x轴上的最小值,xmax表示完成对齐后缺条振动数据在x轴上的最大值;同理可得在y轴、在z轴上的线性函数归一化的计算公式。
17、进一步地,所述步骤s24具体包括如下步骤:
18、s241.惩罚系数调整:选取linear核函数,并对惩罚系数c进行调整;
19、s242.混合分类训练:将所有一维缺条振动数据进行混合分类训练;
20、s243.二分类训练:将缺0条的一维缺条振动数据、缺1条一维缺条振动数据、...、与缺n条的一维缺条振动数据两两进行混合分类训练;
21、s244.根据所述混合分类训练以及二分类训练的训练结果得到准确率和召回率;若每组的准确率大于90%、且召回率大于95%,则得到最佳性能表现,并得到最佳性能表现的满条特征、缺1条特征、...、缺n条特征;否则,返回步骤s241。
22、进一步地,在步骤s242和s243中,根据超平面分类准则得到公式如下:
23、
24、式中,ω表示特征参数系数,b表示向量常系数,a表示对应步骤中的一维缺条振动数据。
25、进一步地,在步骤s3中,所述第一侧面与第二侧面为相对设置的两个面。
26、本发明还提供一种烟箱缺条检测装置,包括传送机构和分别设于所述传送机构两侧的振动敲击元件、振动传感元件;还包括数据处理元件,所述传送机构、振动敲击元件、振动传感元件均与数据处理元件通信连接。
27、进一步地,烟箱缺条检测装置还包括分别设于所述传送机构两侧的第一升降机构、第二升降机构,所述振动敲击元件、振动传感元件分别与第一升降机构、第二升降机构的升降端相连接。
28、进一步地,烟箱缺条检测装置还包括与所述数据处理元件通信连接的位置传感元件,所述位置传感元件的发射端、接收端分别位于所述第一升降机构、第二升降机构的升降端。
29、与现有技术相比,本发明的有益效果是:
30、本发明为一种烟箱缺条检测方法及其检测装置,首先选取用于对待检测烟箱进行敲击进而产生振动的振动敲击元件,以及选取用于接收振动信号的振动传感元件,并计算得到振动敲击元件所需的敲击力度;接着,使用振动敲击元件以及振动传感元件采集满条数据样本以及缺条数据样本,其中,敲击烟箱产生的振动波沿着烟箱表面传播,该种振动波通过分子之间的碰撞从而引起烟箱内部烟条的振动,进而影响烟箱表面的振动模式;烟箱内部缺条会影响烟条对振动波能量的吸收,进而影响振动传感元件感知的振动信号,由于振动波的传播速度和振幅取决于烟条的密度与弹性模量,烟箱因不同位置的烟条的振动传递响应差异会导致烟箱壁面逸出的振动波形反映烟条内部结构特性,根据烟条缺损传播时导致的稳态膨胀与收缩干扰形成的信号差异,并通过数据处理元件进行训练,得到满条特征和缺条特征;然后,根据前述得到的敲击力度对待检测烟箱的第一侧面进行敲击,振动传感元件在待检测烟箱的第二侧面进行振动信号的接收;数据处理元件接收到振动传感元件的振动信号,并根据满条特征和缺条特征的特性,能够得到当前烟箱是否缺条的判断。本发明使用便利,能够实现快速且全面的缺条检测,还能够提高检测效率与准确性。
技术特征:
1.一种烟箱缺条检测方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的烟箱缺条检测方法,其特征在于,所述步骤s1具体包括:选取橡胶锤作为所述振动敲击元件(2),并选取振动传感器作为所述振动传感元件(3);以及,使用小球单摆原理进行计算得到所述振动敲击元件(2)所需的敲击力度。
3.根据权利要求1所述的烟箱缺条检测方法,其特征在于,所述步骤s2具体包括如下步骤:
4.根据权利要求3所述的烟箱缺条检测方法,其特征在于,在步骤s22中,线性函数归一化的计算公式为:
5.根据权利要求3所述的烟箱缺条检测方法,其特征在于,所述步骤s24具体包括如下步骤:
6.根据权利要求5所述的烟箱缺条检测方法,其特征在于,在步骤s242和s243中,根据超平面分类准则得到公式如下:
7.根据权利要求1所述的烟箱缺条检测方法,其特征在于,在步骤s3中,所述第一侧面与第二侧面为相对设置的两个面。
8.一种应用于权利要求1至7任一项所述的烟箱缺条检测方法的检测装置,其特征在于,包括传送机构(1)和分别设于所述传送机构(1)两侧的振动敲击元件(2)、振动传感元件(3);还包括数据处理元件,所述传送机构(1)、振动敲击元件(2)、振动传感元件(3)均与数据处理元件通信连接。
9.根据权利要求8所述的检测装置,其特征在于,还包括分别设于所述传送机构(1)两侧的第一升降机构(4)、第二升降机构(5),所述振动敲击元件(2)、振动传感元件(3)分别与第一升降机构(4)、第二升降机构(5)的升降端相连接。
10.根据权利要求9所述的检测装置,其特征在于,还包括与所述数据处理元件通信连接的位置传感元件,所述位置传感元件的发射端、接收端分别位于所述第一升降机构(4)、第二升降机构(5)的升降端。
技术总结
本发明涉及烟箱检测技术领域,更具体地,涉及一种烟箱缺条检测方法及其检测装置,方法包括如下步骤:S1.选取振动敲击元件以及振动传感元件,并计算得到所述振动敲击元件所需的敲击力度;S2.采集满条数据样本以及缺条数据样本,并通过数据处理元件进行训练,得到满条特征和缺条特征;S3.根据步骤S1得到的敲击力度对待检测烟箱的第一侧面进行敲击,所述振动传感元件在所述待检测烟箱的第二侧面进行振动信号的接收;S4.所述数据处理元件接收到所述振动传感元件的振动信号,并根据步骤S2的特征进行判断,得到当前烟箱是否缺条的判断。本发明使用便利,能够实现快速且全面的缺条检测,还能够提高检测效率与准确性。
技术研发人员:曹家升,姚庆丰,李真福,卢泉波,黄远征
受保护的技术使用者:广东中烟工业有限责任公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!