一种零件堆叠装置及系统的制作方法
本申请涉及集成灶生产领域,尤其涉及一种零件堆叠装置及系统。
背景技术:
1、现有集成灶钣金成品零件通常分为三工部放置,需要先人工将零件自生产线上拾取起来,再以特定的姿态放置零件,最后将零件整齐摆放至堆叠箱内,整个过程中均使用人工实现,操作人员劳动强度大,也增加了集成灶生产过程中的人工成本。
2、因此,有必要设计一种零件堆叠装置,来解决上述问题。
技术实现思路
1、为了解决上述技术问题,本申请提供一种零件堆叠装置及系统。
2、第一方面,本申请实施例公开了一种零件堆叠装置,包括依次设置的第一传送机构、零件定位机构、第二传送机构和零件抓取机构;
3、零件定位机构包括定位夹持组件和定位槽;第一传送机构的一端靠近零件放置箱,另一端靠近定位槽,用于将零件自零件放置箱传送至定位槽中;定位夹持组件用于将零件自定位槽夹持至第二传送机构上;
4、第二传送机构的一端靠近零件定位机构,另一端靠近零件抓取机构,用于将零件自零件定位机构处传送至零件抓取机构处;
5、零件抓取机构用于将零件自第二传送机构抓取至零件堆叠箱内。
6、在一些可能的实施例中,第一传送机构包括第一链式传送机和设置在第一链式传送机上的多个零件放置架;
7、第一链式传送机包括靠近零件定位机构的旋转传送段;
8、当零件放置架在旋转传送段并旋转至第一角度时,零件放置架上的零件落入定位槽。
9、在一些可能的实施例中,零件定位机构还包括零件定位支架和升降组件;
10、定位槽固定连接在零件定位支架上,定位夹持组件位于定位槽上方;
11、升降组件沿竖直方向设置在零件定位支架上,升降组件与定位夹持组件相连接,用于带动定位夹持组件沿竖直方向移动。
12、在一些可能的实施例中,定位槽包括预定位段和夹持段,夹持段水平设置,预定位段倾斜设置;
13、零件定位机构还包括隔板,隔板竖直设置在预定位段和夹持段之间;升降组件与隔板相连接,用于带动隔板沿竖直方向升降。
14、在一些可能的实施例中,定位夹持组件包括第一开合驱动件和两个第一夹板;
15、第一开合驱动件与两个第一夹板相连接,用于驱动两个第一夹板相向或相背运动。
16、在一些可能的实施例中,零件定位机构还包括翻转组件;
17、翻转组件包括翻转驱动件和旋转轴,旋转轴与定位夹持组件相连接,翻转驱动件与旋转轴相连接,用于驱动定位夹持组件旋转;
18、当定位夹持组件位于第二角度时,两个第一夹板的开口竖直向下;
19、当定位夹持组件位于第三角度时,两个第一夹板的开口水平朝向第二传送机构。
20、在一些可能的实施例中,第二传送机构包括第二链式传送机和导向杆,导向杆沿第二链式传送机的边缘设置。
21、在一些可能的实施例中,第二传送机构还包括升降支脚,升降支脚用于带动第二链式传送机升降。
22、在一些可能的实施例中,零件定位机构包括多个定位夹持组件;
23、第二链式传送机包括第一段和第二段,第一段靠近零件定位机构,第二段靠近零件抓取机构;
24、第一段的宽度大于第二段的宽度;第二段的宽度大于一个零件的直径,且小于两个零件的直径。
25、在一些可能的实施例中,零件抓取机构包括机械臂,机械臂的末端设置有抓取组件;
26、抓取组件包括第二开合驱动件和两个第二夹板,第二开合驱动件与两个第二夹板相连接,用于驱动两个第二夹板相向或相背运动;
27、两个第二夹板相向的面上设置有多个对应的弧形限位槽。
28、在一些可能的实施例中,还包括堆叠箱上料机构;
29、堆叠箱上料机构包括连接设置的竖直支架和水平支架;
30、竖直支架用于沿竖直方向堆叠零件堆叠箱,竖直支架上设置有限位组件,限位组件用于限制零件堆叠箱自竖直支架移动至水平支架;
31、水平支架设置在零件抓取组件的周侧。
32、在一些可能的实施例中,竖直支架包括准备区和位于准备区上方的堆叠区;
33、限位组件包括两个水平伸缩件和一个竖直伸缩件;
34、两个水平伸缩件相对设置在堆叠区的两侧,且靠近准备区设置,用于限制堆叠区的零件堆叠箱向准备区移动;
35、竖直伸缩件设置在准备区的下方,用于限制准备区的零件堆叠箱向水平支架移动。
36、在一些可能的实施例中,准备区和水平支架上均设置有滑轮轨道;
37、滑轮轨道靠近准备区一端的高度高于靠近水平支架一端的高度。
38、在一些可能的实施例中,包括两组对称设置的第一传送机构、零件定位机构、第二传送机构、零件抓取机构和堆叠箱上料机构。
39、第二方面,本申请实施例公开了一种零件堆叠系统,包括上述任意一项的零件堆叠装置和零件放置箱。
40、本申请实施例提供的技术方案具有如下技术效果:
41、本申请实施例的零件堆叠装置,包括依次设置的第一传送机构、零件定位机构、第二传送机构和零件抓取机构;零件定位机构包括定位夹持组件和定位槽;第一传送机构的一端靠近零件放置箱,另一端靠近定位槽,用于将零件自零件放置箱传送至定位槽中;定位夹持组件用于将零件自定位槽夹持至第二传送机构上;第二传送机构的一端靠近零件定位机构,另一端靠近零件抓取机构,用于将零件自零件定位机构处传送至零件抓取机构处;零件抓取机构用于将零件自第二传送机构抓取至零件堆叠箱内。本申请实施例中,通过在两级传送机构之间设置一个零件定位机构,零件可以在定位槽中进行初步的定位,使得定位夹持组件可以以统一的姿态将零件夹起来并放置在第二传送机构上,接下来零件抓取机构将定位过后的零件抓取至堆叠箱中进行堆叠,经过传送、定位、传送,使得传送至零件抓取机构处的零件形态一致方便抓取至堆叠箱中,提高效率和堆叠后零件的整齐度。
技术特征:
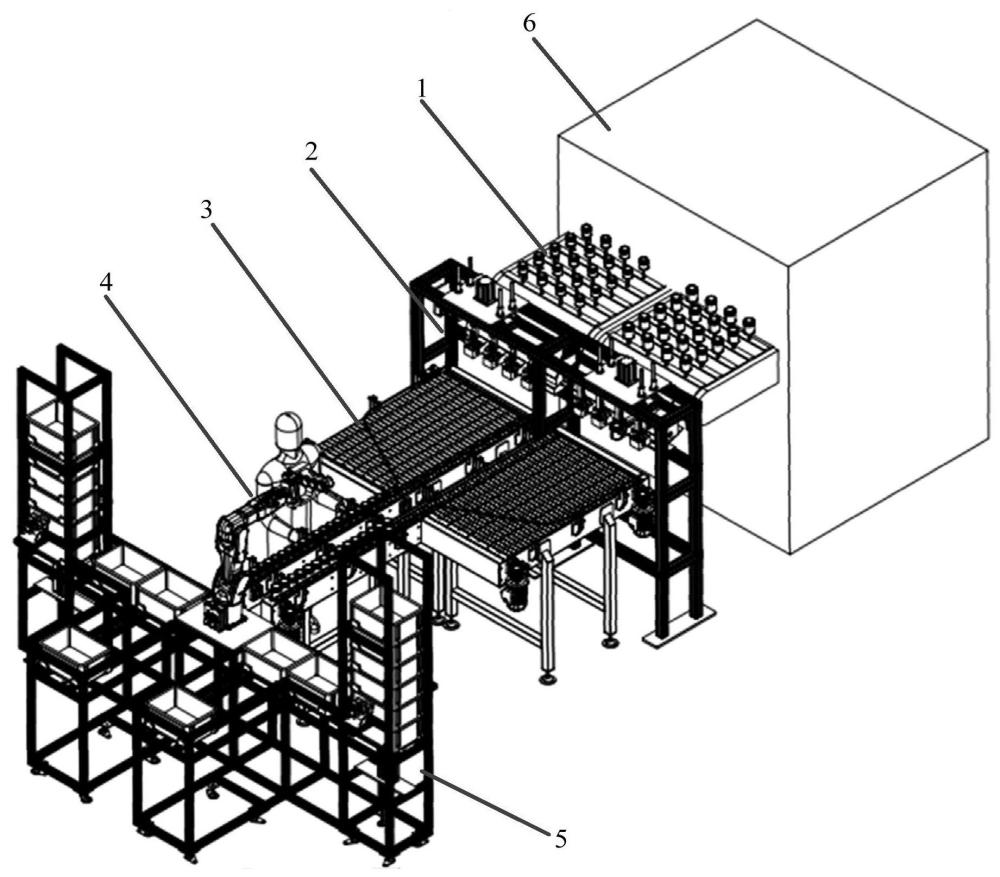
1.一种零件堆叠装置,其特征在于,包括依次设置的第一传送机构(1)、零件定位机构(2)、第二传送机构(3)和零件抓取机构(4);
2.根据权利要求1所述的零件堆叠装置,其特征在于,所述第一传送机构(1)包括第一链式传送机(11)和设置在所述第一链式传送机(11)上的多个零件放置架(12);
3.根据权利要求2所述的零件堆叠装置,其特征在于,所述零件定位机构(2)还包括零件定位支架(23)和升降组件(24);
4.根据权利要求3所述的零件堆叠装置,其特征在于,所述定位槽(22)包括预定位段(221)和夹持段(222),所述夹持段(222)水平设置,所述预定位段(221)倾斜设置;
5.根据权利要求3所述的零件堆叠装置,其特征在于,所述定位夹持组件(21)包括第一开合驱动件(211)和两个第一夹板(212);
6.根据权利要求5所述的零件堆叠装置,其特征在于,所述零件定位机构(2)还包括翻转组件(26);
7.根据权利要求1所述的零件堆叠装置,其特征在于,所述第二传送机构(3)包括第二链式传送机(31)和导向杆(32),所述导向杆(32)沿所述第二链式传送机(31)的边缘设置。
8.根据权利要求7所述的零件堆叠装置,其特征在于,所述第二传送机构(3)还包括升降支脚(33),所述升降支脚(33)用于带动所述第二链式传送机(31)升降。
9.根据权利要求7所述的零件堆叠装置,其特征在于,所述零件定位机构(2)包括多个所述定位夹持组件(21);
10.根据权利要求9所述的零件堆叠装置,其特征在于,所述零件抓取机构(4)包括机械臂(41),所述机械臂(41)的末端设置有抓取组件(42);
11.根据权利要求9所述的零件堆叠装置,其特征在于,还包括堆叠箱上料机构(5);
12.根据权利要求11所述的零件堆叠装置,其特征在于,所述竖直支架(51)包括准备区(511)和位于所述准备区(511)上方的堆叠区(512);
13.根据权利要求12所述的零件堆叠装置,其特征在于,所述准备区(511)和所述水平支架(52)上均设置有滑轮轨道(54);
14.根据权利要求11所述的零件堆叠装置,其特征在于,包括两组对称设置的所述第一传送机构(1)、所述零件定位机构(2)、所述第二传送机构(3)、所述零件抓取机构(4)和所述堆叠箱上料机构(5)。
15.一种零件堆叠系统,其特征在于,包括如权利要求1-14中任意一项所述的零件堆叠装置和所述零件放置箱(6)。
技术总结
本申请涉及一种零件堆叠装置及系统,该装置包括依次设置的第一传送机构、零件定位机构、第二传送机构和零件抓取机构;零件定位机构包括定位夹持组件和定位槽;第一传送机构用于将零件自零件放置箱传送至定位槽中;定位夹持组件用于将零件自定位槽夹持至第二传送机构上;第二传送机构用于将零件自零件定位机构处传送至零件抓取机构处;零件抓取机构用于将零件自第二传送机构抓取至零件堆叠箱内。本申请实施例中,通过在两级传送机构之间设置一个零件定位机构,零件可以在定位槽中进行初步的定位,定位夹持组件以统一的姿态将零件夹起来并放置在第二传送机构上,使得传送至零件抓取机构处的零件形态一致,提高效率和堆叠后零件的整齐度。
技术研发人员:陈月华,曾令伟,徐韬,葛儒春
受保护的技术使用者:浙江亿田智能厨电股份有限公司
技术研发日:
技术公布日:2024/5/8
- 还没有人留言评论。精彩留言会获得点赞!