一种打捆机捆带活套制动装置及控制方法与流程
本发明涉及冶金行业冷轧带钢生产,尤其涉及一种打捆机捆带活套制动装置及控制方法。
背景技术:
1、打捆机用于成品钢卷紧贴捆扎,便于运输和储存。目前酸轧机组采用的自动打捆机能根据不同规格钢卷捆扎1~3圈捆带,实现连续快速打包,避免了手工捆扎的低效率和不规范性。打捆机捆带活套起到储存捆带、协调打捆机输送和收紧捆带的作用。但使用目前设计的打捆机活套会出现以下问题,影响打捆机正常运行:
2、(1)捆带活套驱动控制逻辑的问题:目前捆带活套的送带、收带功能是通过齿轮减速电机驱动,而控制程序将齿轮减速电机与气动马达设计成同步运行,当自动打捆机完成打捆退回等待位时,打捆机剩余捆带会退回到捆带活套内,此刻控制程序使电机与马达同时送捆带完成打捆机预穿带步骤。该情况易造成捆带活套内捆带冲套过快,移动活套轮组降到最低位置与地面接触,导致捆带活套张力消失出现捆带掉道卡阻情况。
3、(2)捆带活套制动失效问题:一方面,捆带活套驱动和制动都是依靠齿轮减速电机控制,目前电机上的电磁抱闸制动力为10nm,在连续运行过程中电磁抱闸间隙增大,导致活套制动失效。另一方面,电机轴上安装输入齿轮的键条尺寸为2*2*14mm,常因为强度不足键磨损使得齿轮空转,同样造成活套制动失效。当打捆机活套出现制动失效时,导致打捆机收带异常升降框架连接处起套、折叠,捆带无法收紧的情况;
4、(3)捆带活套失去驱动力问题:在机组生产厚料时,钢卷下线速度快,平均3-4分钟,打捆机通常采用双带捆扎或者三带捆扎,使得捆带活套电机持续换向运行,导致电机高温报警或者电机轴键条损坏、电机轴断裂,造成打捆机运行异常停机。
5、有鉴于此,为了提高设备的稳定性,应当对现有技术提出改进。
技术实现思路
1、本发明的主要目的在于提供一种打捆机捆带活套制动的控制方法及装置,取消了捆带活套自动送带功能、解决了捆带活套制动失效和捆带活套失去驱动力的问题。
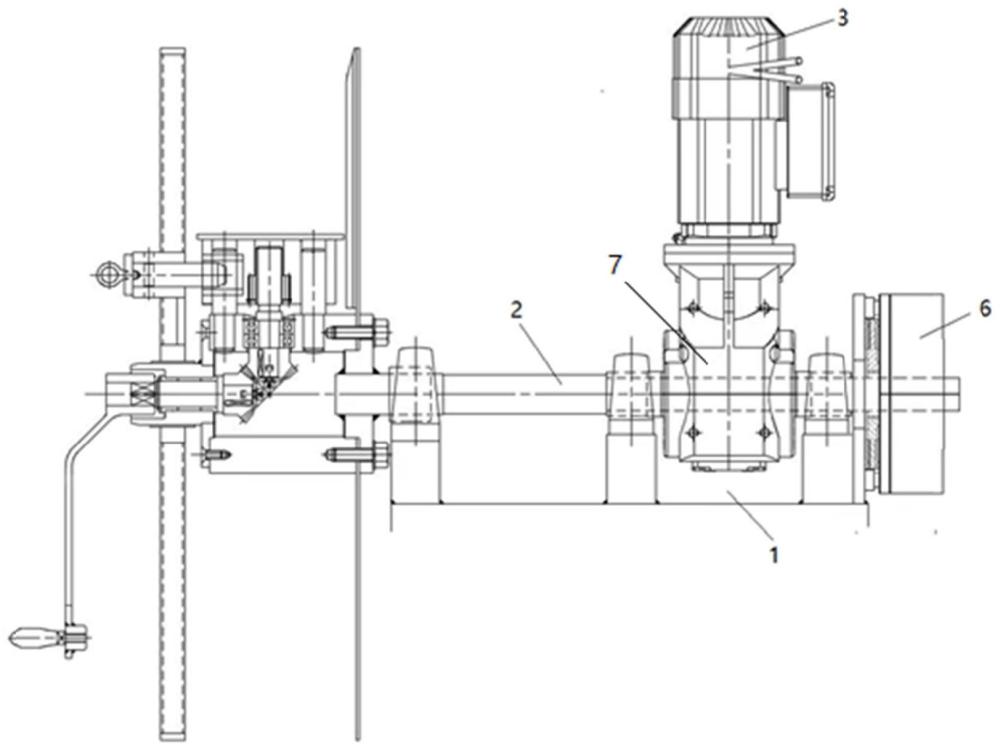
2、根据本发明的一个方面,提出一种打捆机捆带活套制动装置,其包括:
3、安装底座,所述安装底座设置于装置底部;
4、驱动轴,所述驱动轴穿设于所述安装底座上;
5、电磁抱闸,所述电磁抱闸通过电磁抱闸盘设置于所述驱动轴的外周上,所述电磁抱闸盘能够沿着所述驱动轴轴向移动,用于制动所述驱动轴;以及
6、制动器,所述制动器与所述安装底座通过螺栓连接进行装配。
7、根据本发明的一个实施例,所述驱动轴和所述电磁抱闸盘上设置有相配合的键槽和键条。
8、根据本发明的又一个实施例,所述键槽和键条的类型为平键或花键,所述键槽的深度为4~5mm,宽度为12mm。
9、根据本发明的又一个实施例,所述制动装置的加工面的粗糙度为3.2。
10、根据本发明的又一个实施例,所述制动装置的倒角为1mm。
11、根据本发明的又一个实施例,所述制动器为电磁制动器。
12、根据本发明的另一个方面,提出一种基于以上技术方案任一项所述的打捆机捆带活套制动装置的控制方法,其包括:
13、利用驱动轴和制动器提供制动力进行制动;向上移动捆带活套满套极限开关;以及增加移动活套轮组配重。
14、根据本发明的一个实施例,所述制动力≥150nm。
15、根据本发明的又一个实施例,将所述捆带活套满套极限开关向上移动200mm。
16、根据本发明的又一个实施例,所述移动活套轮组的配重增加量为15kg。
17、在根据本发明的实施例的一种打捆机捆带活套制动的控制方法及装置中,针对捆带活套制动易失效和捆带活套失去驱动力的问题进行有效的调整,通过利用移动活套轮组的重力和制动装置的配合,达到储存捆带、协调打捆机输送和收紧捆带的目的,从根本上解决捆带活套减速电机高温报警或者电机轴键条损坏、电机轴断裂,导致捆带活套失去驱动力的问题。
技术特征:
1.一种打捆机捆带活套制动装置,其特征在于,包括:
2.根据权利要求1所述的打捆机捆带活套制动装置,其特征在于,所述驱动轴和所述电磁抱闸盘上设置有相配合的键槽和键条。
3.根据权利要求2所述的打捆机捆带活套制动装置,其特征在于,所述键槽和键条的类型为平键或花键,所述键槽的深度为4~5mm,宽度为12mm。
4.根据权利要求1所述的打捆机捆带活套制动装置,其特征在于,所述制动装置的加工面的粗糙度为3.2。
5.根据权利要求1所述的打捆机捆带活套制动装置,其特征在于,所述制动装置的倒角为1mm。
6.根据权利要求1所述的打捆机捆带活套制动装置,其特征在于,所述制动器为电磁制动器。
7.一种基于权利要求1-6所述的打捆机捆带活套制动装置的控制方法,其特征在于,包括:
8.根据权利要求7所述的控制方法,其特征在于,所述制动力≥150nm。
9.根据权利要求7所述的控制方法,其特征在于,将所述捆带活套满套极限开关向上移动200mm。
10.根据权利要求7所述的控制方法,其特征在于,所述移动活套轮组的配重增加量为15kg。
技术总结
本发明公开了一种打捆机捆带活套制动装置及控制方法,制动装置包括:安装底座,所述安装底座设置于装置底部;驱动轴,所述驱动轴穿设于所述安装底座上;电磁抱闸,所述电磁抱闸通过电磁抱闸盘设置于所述驱动轴的外周上,所述电磁抱闸盘能够沿着所述驱动轴轴向移动,用于制动所述驱动轴;以及制动器,所述制动器与所述安装底座通过螺栓连接进行装配。本发明针对捆带活套制动易失效和捆带活套失去驱动力的问题进行有效的调整,通过利用移动活套轮组的重力和制动装置的配合,达到储存捆带、协调打捆机输送和收紧捆带的目的,从根本上解决捆带活套减速电机高温报警或者电机轴键条损坏、电机轴断裂,导致捆带活套失去驱动力的问题。
技术研发人员:唐梦毅,李明明,陈元宝,何东,罗长华
受保护的技术使用者:攀钢集团西昌钢钒有限公司
技术研发日:
技术公布日:2024/8/21
- 还没有人留言评论。精彩留言会获得点赞!