一种用于蒸发源拆装的辅助工装的制作方法
本发明涉及一种辅助工装,尤其涉及一种用于蒸发源拆装的辅助工装。
背景技术:
1、真空蒸发镀膜设备需要安装蒸发源,当蒸发源内的蒸镀原料将近耗尽时,需要对蒸发源进行拆卸并维护保养,保养完成后再次进行安装。蒸发源属于蒸镀设备的核心部件,对装配精度要求比较高,所以安装蒸发源是设备安装中重要的一个环节。
2、目前,针对位于蒸镀设备的最底部且无法通过移动装载小车等辅助工具实现拆装的蒸发源,其安装和拆卸过程主要都为人工操作。中国专利文献cn210850035u公开的蒸发源拆卸辅助工具采用套筒和顶升件代替人工托举,但是现有多款蒸发源与设备呈多种角度安装,且高度方向空间非常狭小,仅仅实现自动托举难于灵活满足现场的安装需求,不但拆装费力,定位不够精确,从而大大影响装配效率和装配精度。此外,现有的蒸发源一般质量较重,搬运移动较为困难;因此,对现有的蒸发源拆装的辅助工装还需进行持续改进。
技术实现思路
1、本发明所要解决的技术问题是提供一种用于蒸发源拆装的辅助工装,拆装省力,定位精确,且可灵活操作,满足多角度安装需求,大大提高装配效率和装配精度。
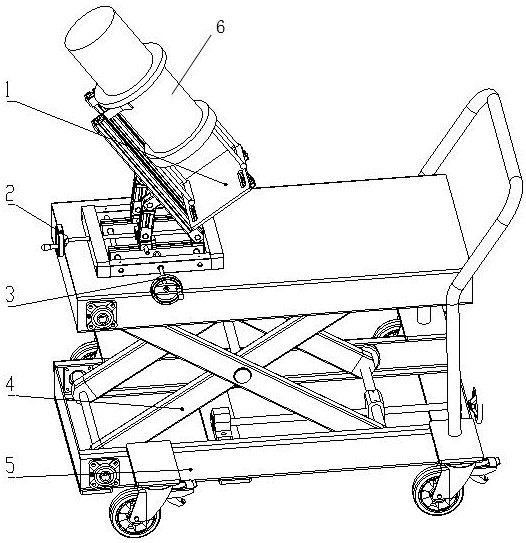
2、本发明为解决上述技术问题而采用的技术方案是提供一种用于蒸发源拆装的辅助工装,包括安装基座组件、角度调节组件、宽度调节组件、升降组件和运输组件;所述安装基座组件包括沿第一方向平行设置的两根第一型材以及沿第二方向平行设置的两根第二型材,每根第一型材连接一根第二型材,两根第二型材上设置有支撑垫板;所述第一型材的一端连接支撑折弯板,另一端和宽度调节组件活动连接,两根第一型材之间的距离通过宽度调节组件进行调节;所述第一型材的中间和角度调节组件相连,使得安装基座组件可围绕宽度调节组件进行转动,所述安装基座组件、角度调节组件和宽度调节组件通过升降组件固定在运输组件上。
3、进一步地,所述第一型材通过型材连接铰链分别连接角度调节组件和宽度调节组件,所述支撑垫板的一侧设置有长腰孔,所述长腰孔的长度为两根第一型材之间的宽度调节距离。
4、进一步地,所述支撑折弯板可拆卸设于第一型材的端部,并可沿第一型材进行滑动调节。
5、进一步地,所述角度调节组件包括两根平行设置的角度调节支撑块,两根角度调节支撑块之间设置有丝杆,所述丝杆上设置有第一丝杆螺母,所述第一丝杆螺母上还设置有导向轴所述导向轴杆垂直布置,所述导向轴的两端设置有第三型材,所述第三型材的一端设置燕尾滑块,另一端通过型材连接铰链和第一型材活动相连;所述燕尾滑块镶嵌于宽度调节组件的燕尾槽导轨内。
6、进一步地,所述角度调节支撑块内嵌有深沟球轴承来固定丝杆;所述丝杆的末端安装有角度调节手柄,所述角度调节手柄旋转带动丝杆,将力传递到第一丝杆螺母上后带动导向轴前后运动;所述导向轴通过顶丝紧固到第一丝杆螺母上,所述导向轴与燕尾滑块之间为间隙配合。
7、进一步地,所述宽度调节组件包括两根平行设置的宽度调节支撑块,所述燕尾槽导轨的数目为两根,两根所述燕尾槽导轨平行设于宽度调节支撑块的内侧,所述燕尾槽导轨的两端套设在导杆上,所述燕尾槽导轨的中间设有双旋向螺杆,所述双旋向螺杆连接宽度调节手轮,通过宽度调节手轮转动使双旋向螺杆旋转实现燕尾槽导轨的同步变宽或变窄。
8、进一步地,所述宽度调节支撑块中间轴承孔内嵌有深沟球轴承来固定所述双旋向螺杆,所述燕尾槽导轨内部安装有左旋螺母或右旋螺母实现方向变换,所述燕尾槽导轨两侧孔通过无油衬套安装在导杆上,所述导杆与宽度调节支撑块通过顶丝紧固连接。
9、进一步地,所述燕尾槽导轨通过型材铰链连接安装基座组件,所述燕尾槽导轨的槽口对接角度调节组件中燕尾滑块;所述燕尾槽导轨上靠近型材铰链处设置有宽度调节指针,所述角度调节组件角度调节支撑块上对应设置有宽度调节刻度板;所述燕尾槽导轨上靠近双旋向螺杆处设置有角度调节刻度板,所述角度调节组件的第三型材上靠近燕尾滑块处对应设置有角度调节指针。
10、进一步地,所述升降组件包括升降平板和升降丝杆,所述升降平板的两侧设置外剪刀叉臂和内剪刀叉臂形成x型升降支撑,所述升降平板的两侧的外剪刀叉臂通过从动轮轴相连,所述从动轮轴上固定安装有第二丝杆螺母,所述升降丝杆穿过第二丝杆螺母,所述升降丝杆的一端设置有方形丝杆支座,另一端设置有方法兰丝杆支座和升降调节手轮。
11、进一步地,所述运输组件包括机体焊接架和推拉扶手,所述机体焊接架上配有四个万向脚轮。
12、本发明对比现有技术有如下的有益效果:本发明提供的用于蒸发源拆装的辅助工装,能够实现角度宽度一体调节,结构紧凑,应用灵活省力;操作简单,安装方便快捷;采用丝杆调节升降、倾斜角度及宽度尺寸,不但兼容了多种型号蒸发源的安装而且提高了装配精度;减少了人力成本及结构成本;原来装蒸发源需要4人协同安装,现只需2人就能配合完成;原先要兼容不同蒸发源安装至少需要3款工装满足需求,现只需要一款工装通过调节安装基座组件的宽度和倾斜角度即可完成。
技术特征:
1.一种用于蒸发源拆装的辅助工装,其特征在于,包括安装基座组件(1)、角度调节组件(2)、宽度调节组件(3)、升降组件(4)和运输组件(5);所述安装基座组件(1)包括沿第一方向平行设置的两根第一型材(102)以及沿第二方向平行设置的两根第二型材(105),每根第一型材(102)连接一根第二型材(105),两根第二型材(105)上设置有支撑垫板(104);所述第一型材(102)的一端连接支撑折弯板(101),另一端和宽度调节组件(3)活动连接,两根第一型材(102)之间的距离通过宽度调节组件(3)进行调节;所述第一型材(102)的中间和角度调节组件(2)相连,使得安装基座组件(1)可围绕宽度调节组件(3)进行转动,所述安装基座组件(1)、角度调节组件(2)和宽度调节组件(3)通过升降组件(4)固定在运输组件(5)上。
2.如权利要求1所述的用于蒸发源拆装的辅助工装,其特征在于,所述第一型材(102)通过型材连接铰链(103)分别连接角度调节组件(2)和宽度调节组件(3),所述支撑垫板(104)的一侧设置有长腰孔,所述长腰孔的长度为两根第一型材(102)之间的宽度调节距离。
3.如权利要求1所述的用于蒸发源拆装的辅助工装,其特征在于,所述支撑折弯板(101)可拆卸设于第一型材(102)的端部,并可沿第一型材(102)进行滑动调节。
4.如权利要求1所述的用于蒸发源拆装的辅助工装,其特征在于,所述角度调节组件(2)包括两根平行设置的角度调节支撑块(202),两根角度调节支撑块(202)之间设置有丝杆(209),所述丝杆(209)上设置有第一丝杆螺母(207),所述第一丝杆螺母(207)上还设置有导向轴(205),所述导向轴(205)与丝杆(209)垂直布置,所述导向轴(205的两端设置有第三型材(204),所述第三型材(204)的一端设置燕尾滑块(206),另一端通过型材连接铰链(103)和第一型材(102)活动相连;所述燕尾滑块(206)镶嵌于宽度调节组件(3)的燕尾槽导轨(308)内。
5.如权利要求4所述的用于蒸发源拆装的辅助工装,其特征在于,所述角度调节支撑块(202)内嵌有深沟球轴承(203)来固定丝杆(209);所述丝杆(209)的末端安装有角度调节手柄(210),所述角度调节手柄(210)旋转带动丝杆(209),将力传递到第一丝杆螺母(207)上后带动导向轴(205)前后运动;所述导向轴(205)通过顶丝紧固到第一丝杆螺母(207)上,所述导向轴(205)与燕尾滑块(206)之间为间隙配合。
6.如权利要求4所述的用于蒸发源拆装的辅助工装,其特征在于,所述宽度调节组件(3)包括两根平行设置的宽度调节支撑块(301),所述燕尾槽导轨(308)的数目为两根,两根所述燕尾槽导轨(308)平行设于宽度调节支撑块(301)的内侧,所述燕尾槽导轨(308)的两端套设在导杆(302)上,所述燕尾槽导轨(308)的中间设有双旋向螺杆(309),所述双旋向螺杆(309)连接宽度调节手轮(310),通过宽度调节手轮(310)转动使双旋向螺杆(309)旋转实现燕尾槽导轨(308)的同步变宽或变窄。
7.如权利要求6所述的用于蒸发源拆装的辅助工装,其特征在于,所述宽度调节支撑块(301)中间轴承孔内嵌有深沟球轴承来固定所述双旋向螺杆(309),所述燕尾槽导轨(308)内部安装有左旋螺母(304)或右旋螺母(306)实现方向变换,所述燕尾槽导轨(308)两侧孔通过无油衬套(307)安装在导杆(302)上,所述导杆(302)与宽度调节支撑块(301)通过顶丝紧固连接。
8.如权利要求6所述的用于蒸发源拆装的辅助工装,其特征在于,所述燕尾槽导轨(308)通过型材铰链(103)连接安装基座组件(1),所述燕尾槽导轨(308)的槽口对接角度调节组件(2)中燕尾滑块(206);所述燕尾槽导轨(308)上靠近型材铰链(103)处设置有宽度调节指针(303),所述角度调节组件(2)角度调节支撑块(202)上对应设置有宽度调节刻度板(201);所述燕尾槽导轨(308)上靠近双旋向螺杆(309)处设置有角度调节刻度板(305),所述角度调节组件(2)的第三型材(204)上靠近燕尾滑块(206)处对应设置有角度调节指针(208)。
9.如权利要求1所述的用于蒸发源拆装的辅助工装,其特征在于,所述升降组件(4)包括升降平板(401)和升降丝杆(409),所述升降平板(401)的两侧设置外剪刀叉臂(402)和内剪刀叉臂(405)形成x型升降支撑,所述升降平板(401)的两侧的外剪刀叉臂(405)通过从动轮轴(407)相连,所述从动轮轴(407)上固定安装有第二丝杆螺母(406),所述升降丝杆(409)穿过第二丝杆螺母(406),所述升降丝杆(409)的一端设置有方形丝杆支座(414),另一端设置有方法兰丝杆支座(410)和升降调节手轮(411)。
10.如权利要求1所述的用于蒸发源拆装的辅助工装,其特征在于,所述运输组件(5)包括机体焊接架(502)和推拉扶手(503),所述机体焊接架(502)上配有四个万向脚轮(501)。
技术总结
本发明公开了一种用于蒸发源拆装的辅助工装,包括安装基座组件、角度调节组件、宽度调节组件、升降组件和运输组件;所述安装基座组件包括沿第一方向平行设置的两根第一型材以及沿第二方向平行设置的两根第二型材,每根第一型材连接一根第二型材,两根第二型材上设置有支撑垫板;所述第一型材的一端连接支撑折弯板,另一端和宽度调节组件活动连接,两根第一型材之间的距离通过宽度调节组件进行调节;所述第一型材的中间和角度调节组件相连并可围绕宽度调节组件进行转动,所述安装基座组件、角度调节组件和宽度调节组件通过升降组件固定在运输组件上。本发明的辅助工装拆装省力,定位精确,且可满足多角度安装需求,大大提高装配效率和装配精度。
技术研发人员:曾明宗
受保护的技术使用者:浙江晟霖益嘉科技有限公司
技术研发日:
技术公布日:2024/5/29
- 还没有人留言评论。精彩留言会获得点赞!