一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法与流程
本发明涉及扁铸锭吊运,具体为一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法。
背景技术:
1、熔铸车间内的扁铸锭由立式半连续铸造机深井铸造产出。在生产过程中,扁铸锭在地面以下的深井中慢慢向下拉至成型,成型完毕后的扁铸锭留在深井内,然后通过天车将扁铸锭从其深井中吊出地面并运至铸锭存放区,完成整个吊运过程。通常情况下,为将扁铸锭从深井内吊出地面,天车设计的起吊高度需超过整个扁铸锭直接出深井地面的高度。扁铸锭的长度决定了天车的起吊高度,而天车的起吊高度又直接影响厂房的高度。因此,往往在设计新建熔铸车间时,根据铸锭的长度来定天车的起吊高度及厂房高度,这样厂房的高度随着预设铸锭的最大长度而定,一旦预设铸锭确定,其厂房的高度就确定不再变化,这使得厂房建设往往比较高,从而花费较多建设成本。另外,尤其是在利用旧厂房改造时,因旧厂房的高度受到了限制,生产的铸锭长度也受限,一旦要生产超过原有设计长度的铸锭,通常需采用加高厂房来提升天车吊运高度,以满足客户需求,这样会造成改造成本增加。
2、综上所述,天车的起吊高度的设计或改造理论上必须超过整个扁铸锭直接出深井地面的高度,而往往铸锭比较长,势必厂房会建设较高,导致建设或生产成本会比较高。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,可以充分利用扁铸锭在厚度与长度之间的尺寸差距,将扁铸锭采用深井原位立吊加侧移辅助坑内立吊兼平吊方式,以解决扁铸锭的长度超过天车起吊高度而导致天车无法直接原位立吊出扁铸锭,减少厂房增高成本,满足生产需求,操作简单方便,实用性强,也能广泛应用于熔铸车间内的立式深井铸造圆铸锭、方铸锭的生产吊运,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,包括以下步骤:
3、s1、在铸造机深井旁边增设一个辅助坑,并使辅助坑与深井侧面上端连通;
4、s2、利用天车直接将扁铸锭吊出,具体包括两种情况:
5、s21、情况一:当铸造机所铸造出的扁铸锭的长度在正常天车起吊高度范围内的情况下,可利用天车直接将扁铸锭在深井原位立吊出并运至铸锭存放区;
6、s22、情况二:当实际生产的扁铸锭长度超出了预期的厂房高度设计范围时,即天车的起吊高度不能满足直接从深井内原位立吊的扁铸锭时,采用以下步骤:
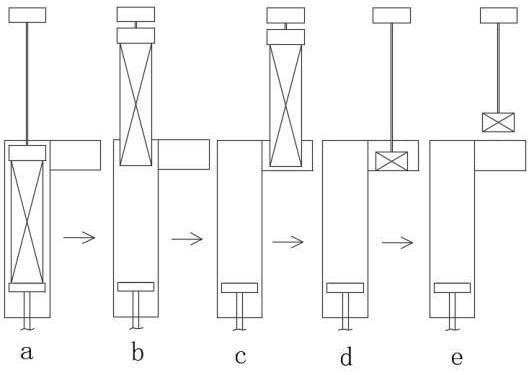
7、s221、采用天车先将深井内的扁铸锭原位立吊出辅助坑坑底面高度;
8、s222、然后天车水平移动,此时天车带动扁铸锭从深井侧面将扁铸锭平移立吊到辅助坑内;
9、s223、利用天车将扁铸锭平放到辅助坑内部;
10、s224、利用天车将平放的扁铸锭安全吊出辅助坑地面并运至铸锭存放区。
11、作为本发明的一种优选技术方案,所述辅助坑的长度大于铸造机铸造的扁铸锭的长度,辅助坑的宽度大于铸造机铸造的扁铸锭的宽度。
12、与现有技术相比,本发明的有益效果是:
13、本发明示例的专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,可以充分利用扁铸锭在厚度与长度之间的尺寸差距,将扁铸锭采用深井原位立吊加侧移辅助坑内立吊兼平吊方式,以解决扁铸锭的长度超过天车起吊高度而导致天车无法直接原位立吊出扁铸锭,减少厂房增高成本,满足生产需求,操作简单方便,实用性强,也能广泛应用于熔铸车间内的立式深井铸造圆铸锭、方铸锭的生产吊运
技术特征:
1.一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,其特征在于:所述辅助坑的长度大于铸造机铸造的扁铸锭的长度,辅助坑的宽度大于铸造机铸造的扁铸锭的宽度。
技术总结
本发明公开了一种专门用于熔铸车间深井立式铸造生产扁铸锭的吊运方法,包括以下步骤,在铸造机深井旁边增设一个辅助坑,采用天车将深井内的扁铸锭原位立吊出辅助坑坑底面高度;然后天车带动扁铸锭从深井侧面将扁铸锭平移立吊到辅助坑内;再利用天车将扁铸锭平放到辅助坑内部;利用天车将平放的扁铸锭安全吊出辅助坑地面并运至铸锭存放区。该方法可以充分利用扁铸锭在厚度与长度之间的尺寸差距,将扁铸锭采用深井原位立吊加侧移辅助坑内立吊兼平吊方式,以解决扁铸锭的长度超过天车起吊高度而导致天车无法直接原位立吊出扁铸锭,减少厂房增高成本,满足生产需求,操作简单方便,实用性强。
技术研发人员:代先华,何磊,袁贺菊,何向问,周义森,许冠浩,王祎凝
受保护的技术使用者:中色科技股份有限公司
技术研发日:
技术公布日:2024/9/12
- 还没有人留言评论。精彩留言会获得点赞!