用于自动化干衣机产线的过渡移栽组件及控制系统的制作方法
本发明涉及干衣机生产,具体涉及用于自动化干衣机产线的过渡移栽组件及控制系统。
背景技术:
1、为提高干衣机的生产效率,现行多采用自动化无人生产模式,如agv产线,具体是利用预设程序设置agv小车的运行轨迹且实现产品的打包搬运过程,具体过程包括:agv小车将装配完成的干衣机转运到指定位置后,利用移栽机构实现干衣机与agv小车的分离后,并将干衣机放移栽到包装线上。
2、结合上述内容来说:自动化无人机产线虽然是以程序控制运行过程,但是在长期运行过程会因为可能出现的传感器故障、电气故障、机械故障或控制系统故障等问题,干衣机移栽过程的运动数据出现细微偏差,随着运行次数的增加而“放大”偏差,最终导致干衣机最终放置复位与预设位置偏离,进一步影响到干衣机的包装过程,甚至出现包装动作出错而影响整体产线的问题。
3、对此,本申请提出了一种解决方案。
技术实现思路
1、本发明的目的在于提供用于自动化干衣机产线的过渡移栽组件及控制系统,针对干衣机的自动化无人生产模式来说,在具体运行过程,因为可能出现的故障问题,导致干衣机移栽过程出现“难以直接发现”的细微偏差而直接影响到后续的包装过程,甚至直接影响整体产线。
2、本发明的目的可以通过以下技术方案实现:用于自动化干衣机产线的控制系统,控制系统应用在自动化干衣机产线中的,自动化干衣机产线中包括移栽组件、agv小车、居中组件、包装平台和产品本体,所述控制系统包括动作数据记录单元、动作数据分析单元和多级动作修正单元,动作数据记录单元用于收集移栽组件和居中组件中的运动数据以及agv小车和居中组件中的动态数据,且将运动数据和动态数据输入到动作数据分析单元;
3、在动作数据分析中以agv小车中的运动数据和动态数据对其上的产品本体进行位置偏差分析,且将居中组件、移栽组件中的运动数据分别作为位置偏差分析中的后位参照、前位参照,在位置偏差分析中得到位置偏差度,且将位置偏差度输入到多级动作修正单元中;
4、在多级动作修正单元中以位置偏差度对agv小车或移栽组件进行运动修正动作,在运动修正动作中,建立agv小车或移栽组件中的运动数据与位置偏差度的关联模型,并通过关联模型对agv小车或居中组件中的运动数据进行参数修正。
5、进一步设置为:居中组件包括第二直行组件、输送动力滚筒平台,移栽组件包括叉车组件和第一直行组件,叉车组件在第一直行组件上、输送动力滚筒平台在第二直行组件均沿水平方向进行移动,输送动力滚筒平台与移栽组件之间设置有定向座。
6、进一步设置为:移栽组件中的运动数据表示第一直行组件沿水平方向的一阶直行程lb、叉车组件沿竖直方向上的托举行程,居中组件中的运动数据表示第二直行组件沿水平方向的二阶直行程la、输送动力滚筒平台沿纵向的输送行程lc。
7、进一步设置为:所述agv小车上设置有两个检测结构,两个所述检测结构设置在agv小车的同侧位置上,agv小车中的动态数据由两个检测结构上的显示数值,分别为ls、rs。
8、进一步设置为:在动作分析单元中,根据ls、rs进行产品本体在agv小车上的位置偏差度,在ls、rs两个数值相等的状态下,不执行多级动作修正单元;在ls、rs两个数值不相等的状态下,执行多级动作修正单元,在多级动作修正单元中执行运动模拟修正分析过程,在运动模拟修正分析过程中,以位置偏差度为基础向agv小车发送角度偏转命令执行角度偏转动作,且agv小车以其中心点位置为旋转点,角度偏转动作中的旋转角度等于位置偏差度。
9、进一步设置为:在角度偏转动作进行中,以动作数据记录单元继续两个检测结构中的实时尺寸分别为lsi、rsi,在lsi=rsi后停止角度偏转动作且对输送动力滚筒平台发送纵向修正命令执行纵向修正动作,在纵向修正动作中,输送动力滚筒平台沿对应产品本体宽度方向移动lsi或rsi。
10、本发明具备下述有益效果:
11、整体方案基于干衣机产线中的产品转运过程,以agv小车、移栽组件和居中组件为主要构件,主要用于确保产品本体在包装平台上的居中位置,为实现此类目的,整体结构以agv小车的运动过程为主体,具体表现为:以agv小车上的两个检测结构为关键,根据产品本体放置在agv小车上的位置尺寸进行位置偏差度的计算过程,以此为基础,进行多级动作修正单元中的纵向修正动作或角度偏转动作,整体过程中不需要进行复杂的运行过程或控制手段,以最简单有效的方式控制产品本体的转移过程,从而避免出现包装动作出错而影响整体产线的问题。
技术特征:
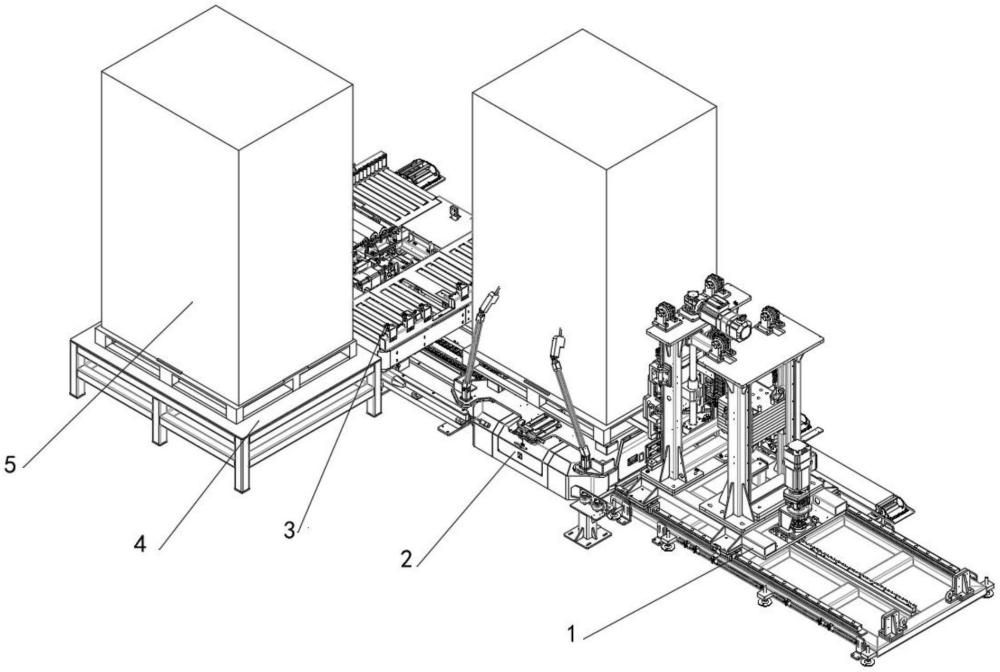
1.用于自动化干衣机产线的控制系统,其特征在于,控制系统应用在自动化干衣机产线中的,自动化干衣机产线中包括移栽组件(1)、agv小车(2)、居中组件(3)、包装平台(4)和产品本体(5),所述控制系统包括动作数据记录单元、动作数据分析单元和多级动作修正单元,动作数据记录单元用于收集移栽组件(1)和居中组件(3)中的运动数据以及agv小车(2)和居中组件(3)中的动态数据,且将运动数据和动态数据输入到动作数据分析单元;
2.根据权利要求1所述的用于自动化干衣机产线的控制系统,其特征在于,居中组件(3)包括第二直行组件(301)、输送动力滚筒平台(302),移栽组件(1)包括叉车组件(102)和第一直行组件(101),叉车组件(102)在第一直行组件(101)上、输送动力滚筒平台(302)在第二直行组件(301)均沿水平方向进行移动,输送动力滚筒平台(302)与移栽组件(1)之间设置有定向座(103)。
3.根据权利要求2所述的用于自动化干衣机产线的控制系统,其特征在于,移栽组件(1)中的运动数据表示第一直行组件(101)沿水平方向的一阶直行程lb、叉车组件(102)沿竖直方向上的托举行程,居中组件(3)中的运动数据表示第二直行组件(301)沿水平方向的二阶直行程la、输送动力滚筒平台(302)沿纵向的输送行程lc。
4.根据权利要求2所述的用于自动化干衣机产线的控制系统,其特征在于,所述agv小车(2)上设置有两个检测结构,两个所述检测结构设置在agv小车(2)的同侧位置上,agv小车(2)中的动态数据由两个检测结构上的显示数值,分别为ls、rs。
5.根据权利要求3所述的用于自动化干衣机产线的控制系统,其特征在于,在动作分析单元中,根据ls、rs进行产品本体(5)在agv小车(2)上的位置偏差度,在ls、rs两个数值相等的状态下,不执行多级动作修正单元;在ls、rs两个数值不相等的状态下,执行多级动作修正单元,在多级动作修正单元中执行运动模拟修正分析过程,在运动模拟修正分析过程中,以位置偏差度为基础向agv小车(2)发送角度偏转命令执行角度偏转动作,且agv小车(2)以其中心点位置为旋转点,角度偏转动作中的旋转角度等于位置偏差度。
6.根据权利要求5所述的用于自动化干衣机产线的控制系统,其特征在于,在角度偏转动作进行中,以动作数据记录单元继续两个检测结构中的实时尺寸分别为lsi、rsi,在lsi=rsi后停止角度偏转动作且对输送动力滚筒平台(302)发送纵向修正命令执行纵向修正动作,在纵向修正动作中,输送动力滚筒平台(302)沿对应产品本体(5)宽度方向移动lsi或rsi。
技术总结
本发明公开了用于自动化干衣机产线的过渡移栽组件及控制系统,涉及干衣机生产技术领域,本方案针对干衣机产线中的产品转运过程,以AGV小车、移栽组件和居中组件为主要构件,主要用来确保产品本体在包装平台上的居中位置,为实现上述目的,整体结构中以AGV小车的运动过程为主体,其表现为:通过两个检测结构检测产品本体相对于AGV小车的位置尺寸,并进行位置偏差度的计算过程,以此为基础,根据上述两组位置尺寸,进行多级动作修正单元中的纵向修正动作或角度偏转动作,其目的在于:以AGV小车的运行过程来直接控制产品本体相对于居中组件的位置,整体过程以最简单有效的方式控制产品本体的转移过程。
技术研发人员:赵炎文,张晓辰
受保护的技术使用者:天津赛象机电工程有限公司
技术研发日:
技术公布日:2024/9/23
- 还没有人留言评论。精彩留言会获得点赞!