一种片剂药片生产线的包装系统及包装方法与流程
本发明涉及医药包装,具体为一种片剂药片生产线的包装系统及包装方法。
背景技术:
1、片剂药片在生产后,为了防止药片在有效期内遭受污染变质,因此需要对药片进行包装,使药片成分与外部隔离,避免药片活性成分出现蒸发、泄露和污染问题,同时经过包装后的药片在运输、贮存过程中,能避免外力直接作用在药片,减少药片被外力破坏的概率。
2、公告号为cn113387006b的中国专利公开了一种片剂药品包装装置,包括座体,所述座体上安装有装药装置以及封口装置,所述装药装置包括计量装置与出药管,所述出药管安装在移动座上,能够随着所述移动座作往复运动,所述封口装置包括多个电热板与多个压板,两者数量相等且一一对应设置,所有所述电热板呈直线阵列固定安装在所述座体上,每个所述电热板对应的所述压板均能该电热板作开合运动,在片剂药片包装时,由于缺少对片剂药片的质量监测,因此片剂药品包装袋中容易含有缺陷药片,导致药片中的有效成分非均匀性分布,将影响药片的药效,并且具有缺陷的药片容易含有更多的有害杂质,增加药片服用后的健康风险。
3、另外,在片剂药片向包装袋材料中填药时,因药片在包装袋材料中的不均匀分布将会改变包装袋材料的重心,使包装袋材料产生偏移,导致热压密封时包装袋材料无法与热压头对应,导致包装袋单元的热压区域无法完全密封,降低片剂药片生产包装的良品率。
4、因此,提出一种片剂药片生产线的包装系统及包装方法来解决上述问题。
技术实现思路
1、本发明的目的在于公开一种片剂药片生产线的包装系统及包装方法,以解决上述背景技术中提出的问题。
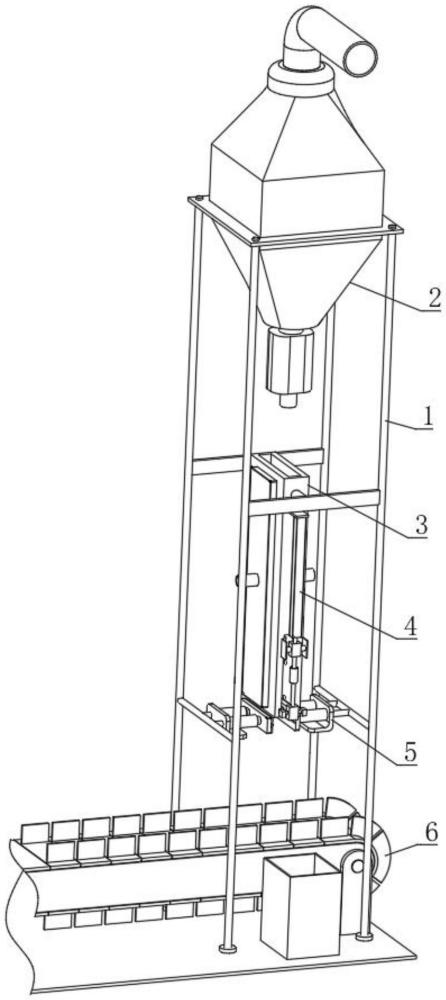
2、为实现以上目的,本发明通过以下技术方案予以实现:一种片剂药片生产线的包装系统,包括支架、计量出药箱、框体、升降组件、热封组件和传送带;
3、所述框体的外侧设有风罩,所述框体的内侧开设多个气孔;
4、所述框体的内部设有视觉传感器;
5、所述升降组件的伸缩端设有第一夹持组件,所述第一夹持组件的底部连接有第二夹持组件;
6、第一夹持组件和第二夹持组件之间连接有连接杆,所述连接杆的底部设有拉力传感器;
7、所述第一夹持组件包括第一伸缩气缸,所述第一伸缩气缸的伸缩端设有第一夹板,所述第一夹板的内侧两端设有光电传感器;
8、所述第二夹持组件包括第二伸缩气缸,所述第二伸缩气缸的伸缩端设有连接块,所述连接块的内侧可调节连接有第二夹板。
9、可选地,所述计量出药箱固定连接在支架的顶部,所述计量出药箱包括储药部和分发斗,所述分发斗上设有计量装置,所述分发斗与框体对应配合,多个所述气孔与风罩相互连通,所述风罩的外侧设有供气接头,所述气孔设有多个,多个所述气孔位于框体的内部两侧,所述视觉传感器与第一夹板的顶部对应。
10、可选地,所述升降组件设有两个,所述升降组件为升降气缸,两个所述升降组件分别设于框体的前后两侧,所述热封组件位于框体的底部,所述第一伸缩气缸的固定端与升降组件的活动端固定连接,所述第一伸缩气缸和第二伸缩气缸均为双向气缸,所述第一夹板的中部开设有空腔,所述光电传感器包括光电发射器和光电接收器,两组所述光电发射器和光电接收器分别位于第一夹板的内侧两端。
11、可选地,所述连接杆包括上杆体、电动伸缩杆和下杆体,所述拉力传感器位于下杆体与第二伸缩气缸的连接处,所述上杆体的顶部与第一伸缩气缸的底部固定连接,所述电动伸缩杆的伸缩端与下杆体固定连接,所述第二伸缩气缸的顶部与下杆体的底部固定连接。
12、可选地,所述连接块的内侧开设有活动槽,所述活动槽的内部设有电磁铁,所述电磁铁上设有弹簧,所述弹簧的内侧设有第二夹板,所述第二夹板的两端设有磁力吸附块。
13、可选地,所述热封组件包括第一热压气缸和第二热压气缸,所述第一热压气缸的伸缩端设有热压头,所述第二热压气缸的伸缩端设有热压座,所述第一热压气缸和第二热压气缸相对设置,所述热压头与热压座对应配合,所述第一热压气缸的固定端与支架的一侧固定连接,所述第二热压气缸的固定端与支架的另一侧固定连接。
14、可选地,所述第一热压气缸和第二热压气缸的底部设有切断组件,所述切断组件固定连接在支架上,所述框体的外部设有风机,所述风机与供气接头连通配合。
15、一种片剂药片生产线包装系统的包装方法,包括以下步骤:
16、s1、将用于片剂药片包装的包装袋材料从所述框体顶部向下输送,包装袋材料在框体中形成环形结构,由所述热封组件首先将包装袋材料底端热压密封,然后由所述计量出药箱将存储的片剂药片按批次向包装袋材料内输送;
17、s2、每批次片剂药片在向包装袋材料底端落入的过程中,通过所述第一夹持组件对包装袋材料的夹紧,使药片与所述视觉传感器对应,由视觉传感器完成对药片的质量检测;
18、s3、经过检测后的药片通过所述第一夹持组件后下落至包装袋材料底部,由热封组件对单个包装袋单元进行热压密封;
19、s4、包装袋单元热压密封后,根据所述视觉传感器对药片的质量检测结果,若包装袋单元中药片无质量缺陷,则包装袋单元通过所述传送带持续向后传输,若包装袋单元中药片存在质量缺陷,则通过所述切断组件将该包装袋单元从包装袋材料上切断,并继续通过传送带向后传输,以备后续处理。
20、本发明的技术效果和优点:
21、1、本发明利用视觉传感器配合第一夹持组件检测分析药片是否存在质量问题,并根据检测认定结果将指定包装袋单元从包装袋材料上脱离,便于后续对缺陷药片分类处理。
22、2、本发明通过光电传感器持续监测包装袋材料是否发生偏移,在包装袋材料发生偏移时,通过两组光电传感器的信号感应检测包装袋材料的偏移方向,同时在第二夹板的夹持作用下,通过电磁铁配合磁力吸附块使第二夹板水平移动,将包装袋材料纠偏,确保热压头和热压座对包装袋材料完全热压密封。
23、3、本发明在第二夹板对包装袋材料底部夹持作用下,通过电动伸缩杆高频率短距离的上下移动能使包装袋材料中在某一侧聚集的药片向另一侧转移,从而调整包装袋材料向下传输时的重心,确保包装袋单元热压时的稳定。
24、4、本发明在电动伸缩杆的带动下缩短第一夹板和第二夹板之间的距离,进而形成对包装袋单元的挤压,对热压密封后的包装袋单元的密封性进行检测,保证后续药品在贮存和运输过程中不会因包装漏气而影响疗效和安全性。
技术特征:
1.一种片剂药片生产线的包装系统,包括支架(1)、计量出药箱(2)、框体(3)、升降组件(4)、热封组件(5)和传送带(6),其特征在于:
2.根据权利要求1所述的片剂药片生产线的包装系统,其特征在于:所述计量出药箱(2)固定连接在支架(1)的顶部,所述计量出药箱(2)包括储药部和分发斗,所述分发斗上设有计量装置,所述分发斗与框体(3)对应配合,多个所述气孔(302)与风罩(301)相互连通,所述风罩(301)的外侧设有供气接头,所述气孔(302)设有多个,多个所述气孔(302)位于框体(3)的内部两侧,所述视觉传感器(303)与第一夹板(4012)的顶部对应。
3.根据权利要求1所述的片剂药片生产线的包装系统,其特征在于:所述升降组件(4)设有两个,所述升降组件(4)为升降气缸,两个所述升降组件(4)分别设于框体(3)的前后两侧,所述热封组件(5)位于框体(3)的底部,所述第一伸缩气缸(4011)的固定端与升降组件(4)的活动端固定连接,所述第一伸缩气缸(4011)和第二伸缩气缸(4031)均为双向气缸,所述第一夹板(4012)的中部开设有空腔(4013),所述光电传感器(40121)包括光电发射器和光电接收器,两组所述光电发射器和光电接收器分别位于第一夹板(4012)的内侧两端。
4.根据权利要求1所述的片剂药片生产线的包装系统,其特征在于:所述连接杆(402)包括上杆体(4021)、电动伸缩杆(4022)和下杆体(4023),所述拉力传感器位于下杆体(4023)与第二伸缩气缸(4031)的连接处,所述上杆体(4021)的顶部与第一伸缩气缸(4011)的底部固定连接,所述电动伸缩杆(4022)的伸缩端与下杆体(4023)固定连接,所述第二伸缩气缸(4031)的顶部与下杆体(4023)的底部固定连接。
5.根据权利要求1所述的片剂药片生产线的包装系统,其特征在于:所述连接块(4033)的内侧开设有活动槽(40331),所述活动槽(40331)的内部设有电磁铁(40332),所述电磁铁(40332)上设有弹簧(40333),所述弹簧(40333)的内侧设有第二夹板(4032),所述第二夹板(4032)的两端设有磁力吸附块(40321)。
6.根据权利要求1所述的片剂药片生产线的包装系统,其特征在于:所述热封组件(5)包括第一热压气缸(501)和第二热压气缸(503),所述第一热压气缸(501)的伸缩端设有热压头(502),所述第二热压气缸(503)的伸缩端设有热压座(504),所述第一热压气缸(501)和第二热压气缸(503)相对设置,所述热压头(502)与热压座(504)对应配合,所述第一热压气缸(501)的固定端与支架(1)的一侧固定连接,所述第二热压气缸(503)的固定端与支架(1)的另一侧固定连接。
7.根据权利要求6所述的片剂药片生产线的包装系统,其特征在于:所述第一热压气缸(501)和第二热压气缸(503)的底部设有切断组件,所述切断组件固定连接在支架(1)上,所述框体(3)的外部设有风机,所述风机与供气接头连通配合。
8.一种片剂药片生产线的包装系统的包装方法,所述包装方法利用如权利要求7所述的片剂药片生产线的包装系统对片剂药片进行包装加工,其特征在于,包括以下步骤:
技术总结
本发明公开了一种片剂药片生产线的包装系统及包装方法,涉及医药包装技术领域,该包装系统包括支架、计量出药箱、框体、升降组件、热封组件和传送带,所述框体的外侧设有风罩,所述框体的内侧开设多个气孔,所述框体的内部设有视觉传感器,所述升降组件的伸缩端设有第一夹持组件,所述第一夹持组件的底部连接有第二夹持组件,本发明利用视觉传感器配合第一夹持组件检测分析药片是否存在质量问题,通过光电传感器持续监测包装袋材料是否发生偏移,通过两组光电传感器的信号感应检测包装袋材料的偏移方向,在第二夹板的夹持作用下,通过电磁铁配合磁力吸附块使第二夹板水平移动,将包装袋材料纠偏。
技术研发人员:李金平,张砚斌,张颜宏,陈晓莉,窦秋英,豆效武
受保护的技术使用者:上海长寿松药业(项城)制药有限公司
技术研发日:
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!