一种用于方形电池的自动化多工位抓手的制作方法
本发明涉及方形电池搬运,尤其涉及一种用于方形电池的自动化多工位抓手。
背景技术:
1、方形电池,指外壳采用方形壳体的电池。而方形电池生产制备时,其流水生产线上,电池壳体整体排放在堆放框内,需要人工将其方形壳体按照一定朝向并排放置于狭小的输送通道内,但由于其操作空间的有限,采用人工放置的方式,效率低下,无法满足自动化生产需求,故需要一种自动化搬运方形电池壳体的抓手,以配合实现高效率的搬运。基于上述,如配合机械臂应用的夹持式抓手、真空吸附式抓手、磁吸式抓手等均可满足其高效率的自动化搬运需求,而由于方形电池壳体采用金属壳体,故采用磁吸式抓手最符合其搬运需求,但磁吸式抓手实际应用时,如果用于实现磁吸的磁吸件(例如电磁铁)发生故障断电时,其无法实现及时性的自检判定,导致不能对工作人员实现及时的提醒,因其为流水线作业,故短时间内不会被工作人员发现,而长时间无法进行方形电池金属壳体的搬运,将导致影响到整体流水生产线的生产效率,存在缺陷不足。
技术实现思路
1、本发明涉及一种用于方形电池的自动化多工位抓手,通过第一监测吸附件及第二监测吸附件与电池吸附件的同步启闭操作,可对用于磁吸搬运方形电池金属壳体的电池吸附件的运行状态实现实时监测判定,当其发生故障断电,无法实现磁吸时,实现及时的警示提醒,以便于工作人员对其进行及时的拆卸更换。
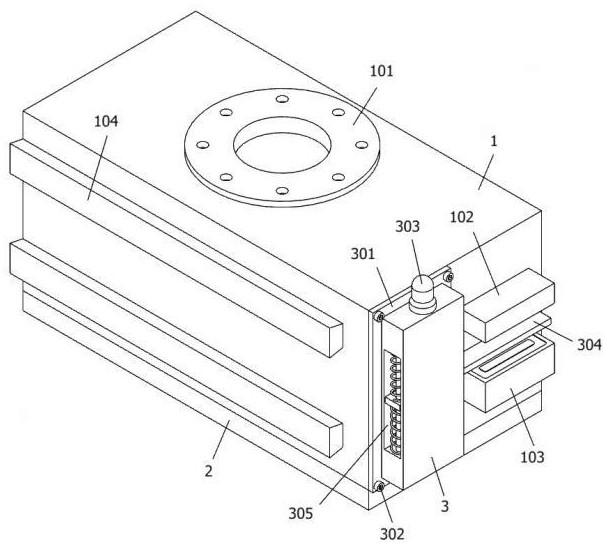
2、本发明提供了一种用于方形电池的自动化多工位抓手,具体包括:电池抓手主体,所述电池抓手主体顶端面中心部位固定安装有一组与机械臂固定安装连接的安装座,且电池抓手主体底端面内嵌安装有一组经由控制箱控制启闭的电池吸附件,电池吸附件为电磁铁,且电池吸附件的磁吸面朝向下方;所述电池抓手主体前端面右半部区域上方部位固定安装有一组经由控制箱控制启闭的第一监测吸附件,第一监测吸附件为电磁铁,且第一监测吸附件的磁吸面朝向下方,第一监测吸附件与电池吸附件经由控制箱同时控制启闭;所述电池抓手主体前端面右半部区域下方部位固定安装有一组第二监测吸附件,第二监测吸附件为电磁铁,且第二监测吸附件的磁吸面朝向上方,第二监测吸附件与电池吸附件同供电线路设置;所述第二监测吸附件启动状态下的磁吸力大于第一监测吸附件启动状态下的磁吸力。
3、进一步的,所述电池抓手主体底端面四处边缘夹角部位均开设有一处第一螺纹安装盲孔;所述电池抓手主体正下方设有一块覆盖其底端面的橡胶接触垫,且橡胶接触垫底端面四处边缘夹角部位均开设有一处沉头通孔;四处所述沉头通孔内均插接有一组第一螺栓紧固件,且第一螺栓紧固件螺柱端与第一螺纹安装盲孔螺纹固定安装连接。
4、进一步的,所述电池抓手主体前端面左半部区域其四处边缘夹角部位均开设有一处第二螺纹安装盲孔;所述电池抓手主体前端面左半部区域设有一块覆盖其左半部区域的安装板,且安装板前端面四处边缘夹角部位均开设有一处插接孔位;四处所述插接孔位内均插接有一组第二螺栓紧固件,且第二螺栓紧固件与第二螺纹安装盲孔螺纹固定安装连接;所述安装板前端面固定安装有一块呈矩形块体结构的监测警示块体。
5、进一步的,所述监测警示块体左端面与右端面之间共同开设有一处呈矩形开口结构的滑动开口;所述滑动开口内端顶面左侧方及右侧方部位均各固定连接有一根与滑动开口内端底面固定相连的限位柱;所述滑动开口内插接有一块呈矩形条块结构的铁质配合板;所述铁质配合板顶端面左半部区域位于滑动开口内部,且铁质配合板顶端面左半部区域呈左右对称状共开设有两处限位插孔;两处所述限位插孔分别与两根限位柱滑动插接配合,限位插孔直径大于限位柱直径;两处所述限位插孔内周面各内嵌转动安装有四颗滑动辅助件,滑动辅助件为球体,且滑动辅助件与限位柱外周面滑动相接触。
6、进一步的,所述铁质配合板顶端面左半部区域固定连接有两根弹簧连接件,该两根弹簧连接件顶端与滑动开口内端顶面固定相连接,且其底端与铁质配合板顶端面固定相连接;所述铁质配合板底端面左半部区域也固定连接有两根弹簧连接件,该两根弹簧连接件底端与滑动开口内端顶面固定相连接,且其顶端与铁质配合板底端面固定相连接;所述弹簧连接件伸展状态下,铁质配合板处于滑动开口的中间区域。
7、进一步的,所述铁质配合板右半部区域位于第一监测吸附件与第二监测吸附件之间;所述弹簧连接件伸展状态下,铁质配合板不与第一监测吸附件和第二监测吸附件相接触,且其与第一监测吸附件的磁吸面和第二监测吸附件的磁吸面之间的间隔距离相一致。
8、进一步的,所述滑动开口内端顶面固定安装有一块配合凸起,且配合凸起底端面固定安装有一组故障警示开关,故障警示开关为轻触开关,故障警示开关按键端朝向下侧方;所述故障警示开关处于未被按压启动状态下,其按键端底端面低于第一监测吸附件磁吸面。
9、进一步的,所述监测警示块体内部设有微控制器,微控制器外接电源,故障警示开关与微控制器电性相连;所述监测警示块体顶端面固定安装有一组声光报警器,且声光报警器与微控制器电性相连;当所述第一监测吸附件与铁质配合板磁吸相接触时,铁质配合板顶端面抵压故障警示开关的按键端,此时故障警示开关处于被按压启动状态,故障警示开关反馈信号给予微控制器,微控制器控制声光报警器启动。
10、进一步的,所述电池抓手主体左端面呈上下对称状固定安装有两块拼接插块,拼接插块呈等腰梯形条块结构,拼接插块长度小于拼接插块的长度,且拼接插块后端面与电池抓手主体后端面处于同一垂直面;所述电池抓手主体右端面呈上下对称状开设有两处拼接插槽,拼接插槽呈等腰梯形槽结构,拼接插槽与拼接插块结构尺寸相匹配,拼接插槽贯通电池抓手主体后端面;相邻两组所述电池抓手主体拼接安装时,一组电池抓手主体的两块拼接插块限位配合插接在另一组电池抓手主体的两处拼接插槽内部。
11、本发明提供了一种用于方形电池的自动化多工位抓手,具有如下有益效果:
12、本发明配合方形电池流水生产线应用,基于采用电磁吸附原理的电池吸附件满足对于方形电池金属壳体的磁吸搬运需求,且配合橡胶接触垫的隔离磁吸,确保磁吸搬运过程中,不会对方形电池金属壳体表面造成划损,保证其表面漆面的完好,而本发明通过拼接插块和拼接插槽的配合设置,可实现多组电池抓手主体的拼接安装,实现多工位的磁吸搬运,以满足高效率搬运的自动化流水线生产需要。
13、本发明通过第一监测吸附件及第二监测吸附件与电池吸附件的同步启闭操作,可对用于磁吸搬运方形电池金属壳体的电池吸附件的运行状态实现实时监测判定,当其发生故障断电,无法实现磁吸时,再无第二监测吸附件对铁质配合板的磁吸引导下,第一监测吸附件将同步磁吸铁质配合板,以改变铁质配合板的位置,并配合按压启动故障警示开关,以同步实现声光警示,从而在电池吸附件发生故障断电时,实现及时的警示提醒,以便于工作人员对其进行及时的拆卸更换,从而以确保方形电池金属壳体的磁吸搬运不受影响。
技术特征:
1.一种用于方形电池的自动化多工位抓手,其特征在于,包括:电池抓手主体(1),所述电池抓手主体(1)顶端面中心部位固定安装有一组与机械臂固定安装连接的安装座(101),且电池抓手主体(1)底端面内嵌安装有一组经由控制箱控制启闭的电池吸附件(106),电池吸附件(106)为电磁铁,且电池吸附件(106)的磁吸面朝向下方;所述电池抓手主体(1)前端面右半部区域上方部位固定安装有一组经由控制箱控制启闭的第一监测吸附件(102),第一监测吸附件(102)为电磁铁,且第一监测吸附件(102)的磁吸面朝向下方,第一监测吸附件(102)与电池吸附件(106)经由控制箱同时控制启闭;所述电池抓手主体(1)前端面右半部区域下方部位固定安装有一组第二监测吸附件(103),第二监测吸附件(103)为电磁铁,且第二监测吸附件(103)的磁吸面朝向上方,第二监测吸附件(103)与电池吸附件(106)同供电线路设置;所述第二监测吸附件(103)启动状态下的磁吸力大于第一监测吸附件(102)启动状态下的磁吸力。
2.根据权利要求1所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述电池抓手主体(1)底端面四处边缘夹角部位均开设有一处第一螺纹安装盲孔(107);所述电池抓手主体(1)正下方设有一块覆盖其底端面的橡胶接触垫(2),且橡胶接触垫(2)底端面四处边缘夹角部位均开设有一处沉头通孔(202);四处所述沉头通孔(202)内均插接有一组第一螺栓紧固件(201),且第一螺栓紧固件(201)螺柱端与第一螺纹安装盲孔(107)螺纹固定安装连接。
3.根据权利要求2所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述电池抓手主体(1)前端面左半部区域其四处边缘夹角部位均开设有一处第二螺纹安装盲孔(108);所述电池抓手主体(1)前端面左半部区域设有一块覆盖其左半部区域的安装板(301),且安装板(301)前端面四处边缘夹角部位均开设有一处插接孔位(308);四处所述插接孔位(308)内均插接有一组第二螺栓紧固件(302),且第二螺栓紧固件(302)与第二螺纹安装盲孔(108)螺纹固定安装连接;所述安装板(301)前端面固定安装有一块呈矩形块体结构的监测警示块体(3)。
4.根据权利要求3所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述监测警示块体(3)左端面与右端面之间共同开设有一处呈矩形开口结构的滑动开口(305);所述滑动开口(305)内端顶面左侧方及右侧方部位均各固定连接有一根与滑动开口(305)内端底面固定相连的限位柱(306);所述滑动开口(305)内插接有一块呈矩形条块结构的铁质配合板(304);所述铁质配合板(304)顶端面左半部区域位于滑动开口(305)内部,且铁质配合板(304)顶端面左半部区域呈左右对称状共开设有两处限位插孔(3011);两处所述限位插孔(3011)分别与两根限位柱(306)滑动插接配合,限位插孔(3011)直径大于限位柱(306)直径;两处所述限位插孔(3011)内周面各内嵌转动安装有四颗滑动辅助件(3012),滑动辅助件(3012)为球体,且滑动辅助件(3012)与限位柱(306)外周面滑动相接触。
5.根据权利要求4所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述铁质配合板(304)顶端面左半部区域固定连接有两根弹簧连接件(307),该两根弹簧连接件(307)顶端与滑动开口(305)内端顶面固定相连接,且其底端与铁质配合板(304)顶端面固定相连接;所述铁质配合板(304)底端面左半部区域也固定连接有两根弹簧连接件(307),该两根弹簧连接件(307)底端与滑动开口(305)内端顶面固定相连接,且其顶端与铁质配合板(304)底端面固定相连接;所述弹簧连接件(307)伸展状态下,铁质配合板(304)处于滑动开口(305)的中间区域。
6.根据权利要求5所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述铁质配合板(304)右半部区域位于第一监测吸附件(102)与第二监测吸附件(103)之间;所述弹簧连接件(307)伸展状态下,铁质配合板(304)不与第一监测吸附件(102)和第二监测吸附件(103)相接触,且其与第一监测吸附件(102)的磁吸面和第二监测吸附件(103)的磁吸面之间的间隔距离相一致。
7.根据权利要求6所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述滑动开口(305)内端顶面固定安装有一块配合凸起(309),且配合凸起(309)底端面固定安装有一组故障警示开关(3010),故障警示开关(3010)为轻触开关,故障警示开关(3010)按键端朝向下侧方;所述故障警示开关(3010)处于未被按压启动状态下,其按键端底端面低于第一监测吸附件(102)磁吸面。
8.根据权利要求7所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述监测警示块体(3)内部设有微控制器(3013),微控制器(3013)外接电源,故障警示开关(3010)与微控制器(3013)电性相连;所述监测警示块体(3)顶端面固定安装有一组声光报警器(303),且声光报警器(303)与微控制器(3013)电性相连;当所述第一监测吸附件(102)与铁质配合板(304)磁吸相接触时,铁质配合板(304)顶端面抵压故障警示开关(3010)的按键端,此时故障警示开关(3010)处于被按压启动状态,故障警示开关(3010)反馈信号给予微控制器(3013),微控制器(3013)控制声光报警器(303)启动。
9.根据权利要求8所述的一种用于方形电池的自动化多工位抓手,其特征在于,所述电池抓手主体(1)左端面呈上下对称状固定安装有两块拼接插块(104),拼接插块(104)呈等腰梯形条块结构,拼接插块(104)长度小于拼接插块(104)的长度,且拼接插块(104)后端面与电池抓手主体(1)后端面处于同一垂直面;所述电池抓手主体(1)右端面呈上下对称状开设有两处拼接插槽(105),拼接插槽(105)呈等腰梯形槽结构,拼接插槽(105)与拼接插块(104)结构尺寸相匹配,拼接插槽(105)贯通电池抓手主体(1)后端面;相邻两组所述电池抓手主体(1)拼接安装时,一组电池抓手主体(1)的两块拼接插块(104)限位配合插接在另一组电池抓手主体(1)的两处拼接插槽(105)内部。
技术总结
本发明提供一种用于方形电池的自动化多工位抓手,涉及方形电池搬运技术领域,包括:电池抓手主体,所述电池抓手主体前端面右半部区域上方部位固定安装有一组经由控制箱控制启闭的第一监测吸附件,第一监测吸附件与电池吸附件经由控制箱同时控制启闭,通过第一监测吸附件及第二监测吸附件与电池吸附件的同步启闭操作,可对用于磁吸搬运方形电池金属壳体的电池吸附件的运行状态实现实时监测判定,当其发生故障断电,无法实现磁吸时,实现及时的警示提醒,解决了采用磁吸式抓手对方形电池金属壳体实现磁吸搬运时,其用于实现磁吸的磁吸件发生故障断电,无法实现及时性的自检判定,导致不能对工作人员实现及时提醒的问题。
技术研发人员:李鹏,陈杰,胡文益,周艳玲
受保护的技术使用者:上海赛摩物流科技有限公司
技术研发日:
技术公布日:2024/8/20
- 还没有人留言评论。精彩留言会获得点赞!