一种自动换卷方法及换卷装置与流程
本发明涉及电池制造,尤其涉及一种自动换卷方法及换卷装置。
背景技术:
1、在锂电池的生产制造过程中,需要进行阴/阳极片的卷绕,当极片卷料用完时,需要启用备用卷料,完成换卷过程。
2、目前,现有换卷方式大多采用人工手动换卷,作业人员通过手动的方式切断旧极片料带,再将更换好的新极片料带的头部,与旧极片料带的切断处粘接,从而实现换料。但是,人工手动换卷不仅速度较慢、成本较高,而且在换卷过程中可能会出现极片错位、张力不均等问题,影响产品的质量。
技术实现思路
1、为克服现有技术中的不足,本发明提供一种自动换卷方法及换卷装置。
2、本发明提供如下技术方案:
3、第一方面,本申请提供了一种自动换卷方法,用于换卷装置,所述换卷装置包括第一卷绕机构、第二卷绕机构、切割机构及贴胶机构,所述自动换卷方法包括:
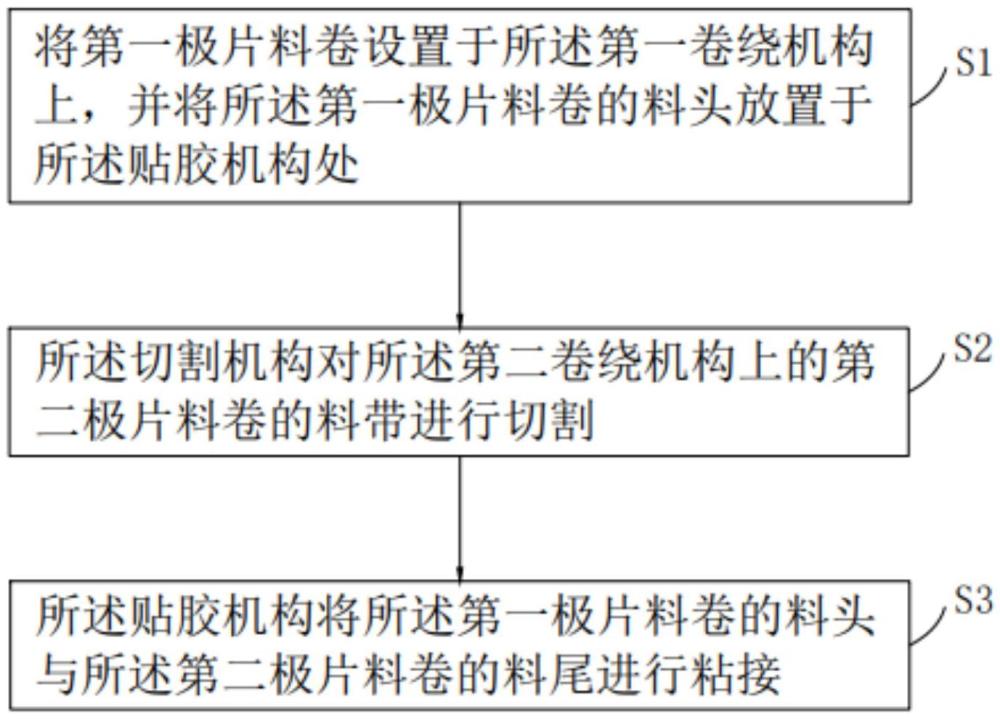
4、将第一极片料卷设置于所述第一卷绕机构上,并将所述第一极片料卷的料头放置于所述贴胶机构处;
5、所述切割机构对所述第二卷绕机构上的第二极片料卷的料带进行切割;
6、所述贴胶机构将所述第一极片料卷的料头与所述第二极片料卷的料尾进行粘接。
7、在一种可能的实施方式中,在所述切割机构对所述第二卷绕机构上的第二极片料卷的料带进行切割之前还包括:
8、所述换卷装置的夹紧机构分别对所述第一极片料卷的料头和所述第二极片料卷的料带进行夹紧。
9、在一种可能的实施方式中,所述切割机构对所述第二卷绕机构上的第二极片料卷的料带进行切割,包括:
10、所述切割机构的切刀先由放置工位移动至切料工位处,并在所述切料工位处切断所述第二极片料卷的料带,对所述第二极片料卷的料带切割完毕后,所述切割机构的切刀由所述切料工位回退至所述放置工位。
11、在一种可能的实施方式中,所述将第一极片料卷设置于所述第一卷绕机构上,并将所述第一极片料卷的料头放置于所述贴胶机构处之前还包括:
12、实时检测所述第二极片料卷的卷径,当所述第二极片料卷的卷径小于预设值时,将所述将第一极片料卷设置于所述第一卷绕机构上,并将所述第一极片料卷的料头放置于所述贴胶机构处。
13、在一种可能的实施方式中,所述贴胶机构将所述第一极片料卷的料头与所述第二极片料卷的料尾进行粘接之后还包括:
14、所述贴胶机构与所述第一极片料卷和所述第二极片料卷分离。
15、第二方面,本发明还提供了一种换卷装置,采用上述自动换卷方法,所述换卷装置包括:
16、第一卷绕机构,所述第一卷绕机构用于卷绕第一极片料卷;
17、第二卷绕机构,所述第一卷绕机构用于卷绕第二极片料卷;
18、切割机构,所述切割机构用于对所述第二极片料卷的料带进行切割;
19、贴胶机构,所述贴胶机构用于粘接所述第一极片料卷的料头和所述第二极片料卷的料尾。
20、在一种可能的实施方式中,所述切割机构的切刀能够在放置工位和切料工位之间往复运动,并在所述切料工位处对所述第二极片料卷的料带进行切割。
21、在一种可能的实施方式中,所述换卷装置还包括纠偏机构,所述纠偏机构用于检测所述第一卷绕机构和第二卷绕机构放卷时对应极片料卷的偏移量。
22、在一种可能的实施方式中,所述纠偏机构包括第一纠偏组件和第二纠偏组件,所述第一纠偏组件倾斜地设置于所述第一卷绕机构靠近所述第二卷绕机构的一侧,所述第二纠偏组件倾斜地设置于所述第二卷绕机构靠近所述第一卷绕机构的一侧。
23、在一种可能的实施方式中,所述换卷装置还包括夹紧机构,所述夹紧机构用于夹紧所述第一极片料卷的料头和所述第一极片料卷的料带。
24、相比现有技术,本发明的有益效果:
25、本发明提供的换卷方法,通过将第一极片料卷设置于第一卷绕机构上,并将第一极片料卷的料头放置于贴胶机构处,切割机构对第二卷绕机构上的第二极片料卷的料带进行切割,从而使贴胶机构能够将第一极片料卷的料头与第二极片料卷的料尾进行粘接,进而实现极片卷料的自动换卷。
26、为使本发明的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种自动换卷方法,其特征在于,用于换卷装置,所述换卷装置包括第一卷绕机构、第二卷绕机构、切割机构及贴胶机构,所述自动换卷方法包括:
2.根据权利要求1所述的自动换卷方法,其特征在于,在所述切割机构对所述第二卷绕机构上的第二极片料卷的料带进行切割之前还包括:
3.根据权利要求1所述的自动换卷方法,其特征在于,所述切割机构对所述第二卷绕机构上的第二极片料卷的料带进行切割,包括:
4.根据权利要求1所述的自动换卷方法,其特征在于,所述将第一极片料卷设置于所述第一卷绕机构上,并将所述第一极片料卷的料头放置于所述贴胶机构处之前还包括:
5.根据权利要求1所述的自动换卷方法,其特征在于,所述贴胶机构将所述第一极片料卷的料头与所述第二极片料卷的料尾进行粘接之后还包括:
6.一种换卷装置,其特征在于,采用权利要求1-5中任意一项所述的自动换卷方法,所述换卷装置包括:
7.根据权利要求6所述的换卷装置,其特征在于,所述切割机构的切刀能够在放置工位和切料工位之间往复运动,并在所述切料工位处对所述第二极片料卷的料带进行切割。
8.根据权利要求6所述的换卷装置,其特征在于,所述换卷装置还包括纠偏机构,所述纠偏机构用于检测所述第一卷绕机构和第二卷绕机构放卷时对应极片料卷的偏移量。
9.根据权利要求8所述的换卷装置,其特征在于,所述纠偏机构包括第一纠偏组件和第二纠偏组件,所述第一纠偏组件倾斜地设置于所述第一卷绕机构靠近所述第二卷绕机构的一侧,所述第二纠偏组件倾斜地设置于所述第二卷绕机构靠近所述第一卷绕机构的一侧。
10.根据权利要求6所述的换卷装置,其特征在于,所述换卷装置还包括夹紧机构,所述夹紧机构用于夹紧所述第一极片料卷的料头和所述第一极片料卷的料带。
技术总结
本发明提供了一种自动换卷方法及换卷装置,涉及电池制造技术领域。自动换卷方法用于换卷装置,换卷装置包括第一卷绕机构、第二卷绕机构、切割机构及贴胶机构,自动换卷方法包括:将第一极片料卷设置于第一卷绕机构上,并将第一极片料卷的料头放置于贴胶机构处;切割机构对第二卷绕机构上的第二极片料卷的料带进行切割;贴胶机构将第一极片料卷的料头与第二极片料卷的料尾进行粘接。本发明的自动换卷方法能够实现极片料卷的自动换卷。
技术研发人员:徐仕安,陈怡滔,贵仁琦
受保护的技术使用者:深圳市极致激光科技有限公司
技术研发日:
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!