一种多规格自动开袋机构的制作方法
本发明涉及自动化产线,具体为一种多规格自动开袋机构。
背景技术:
1、产品生产后通常需要装入包装袋进行包装。常规的包装方式是人工将对应规格及数量的产品装入对应规格的包装袋中,然后通过烫印机实现封口,但是人工包装存在效率低下且计数不准的问题。
2、目前也开发有用于自动包装的设备,但是现有技术的自动包装设备通常只能针对单一规格的包装袋进行开口及装入对应规格及数量的产品,从而导致无法兼容多产品的自动规格调整。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种多规格自动开袋机构,包括底座,以及设置在所述底座上的吸取升降平台组件、上吸取开袋组件、撑袋组件及夹手拉紧组件;
2、所述吸取升降平台组件用于吸住包装袋底部;
3、所述上吸取开袋组件安装在所述吸取升降平台组件并随所述吸取升降平台组件同步移动,以用于吸住袋口上面并向上将包装袋打开袋口;
4、所述撑袋组件对应所述吸取升降平台组件上的包装袋的袋口正面,以用于实现将所述吸取升降平台组件上的包装袋向上和左右方向撑开袋口;
5、所述夹手拉紧组件对应所述吸取升降平台组件上的包装袋的袋口两侧,以用于实现夹住袋口并向两边拉紧袋口进行抽真空封口。
6、其中:所述吸取升降平台组件包括安装在所述底板上的水平气缸一,由所述水平气缸一驱动并基于滑轨及滑块水平移动的水平托板一,通过滑套对称安装在所述水平托板一上的升降导柱一,设置在所述水平托板一上的升降气缸一,以及设置在所述升降导柱顶部并由所述升降气缸一驱动升降的水平托板二,所述水平托板二上阵列开设有真空吸孔用于实现包装袋底部的吸紧定位。
7、其中:所述上吸取开袋组件包括安装在所述水平托板一上的下支撑板一,垂直安装在所述下支撑板一侧部的滑轨一,安装在所述滑轨一上端并于所述下支撑板一上下平行对应的上支撑板一,安装在所述上支撑板一上侧的伺服电机一,以及转动设置在所述上支撑板一与下支撑板一之间并由所述伺服电机一驱动转动的单向丝杆一,所述单向丝杆一上螺纹套设有滑动连接至所述滑轨一的滑块一,所述滑块一的侧部安装有支架一,所述支架一上安装有真空吸嘴,用于吸住袋口上面并向上将包装袋打开袋口。
8、其中:所述撑袋组件包括设置在所述底座上的滑轨二及水平气缸二,以及通过滑块滑动安装在所述滑轨二上并由所述水平气缸二驱动滑动的支架二;
9、所述支架二上通过滑轨三及滑块二滑动安装有两组支架三,且所述支架二上安装有伺服电机二以及由所述伺服电机二驱动并水平设置的双向丝杆一,两组所述支架三分别与所述双向丝杆一的两端反向螺纹对应转动连接,以实现两组所述支架三的相向或反向同步移动;
10、两组所述支架三的相对内侧分别设置有相互对称的水平撑袋插杆以用于实现将所述吸取升降平台组件上的包装袋向左右方向撑开袋口,两组所述支架三的上端板分别设置有伺服电机三,两组所述支架三的上端板与下端板之间转动设置有由所述伺服电机三驱动转动的单向丝杆二,所述单向丝杆二上螺纹套设有沿所述支架三的侧端板升降的垂直撑袋插杆以用于实现将所述吸取升降平台组件上的包装袋向上方向撑开袋口。
11、其中:所述夹手拉紧组件包括通过轴承座安装在所述底板上并由伺服电机四驱动转动的双向丝杆二,水平设置在所述轴承座之间的滑轨四,通过滑块三滑动安装在所述滑轨四上的两组支架四,分别安装在两组所述支架四上的升降气缸二,分别有所述升降气缸二驱动升降的上夹板,以及分别安装在所述支架四上并与所述上夹板上下对应的下夹板,以通过所述上夹板配合所述下夹板实现夹住袋口并向两边拉紧袋口并进行抽真空封口。
12、其中:所述底座包括底座一及底座二,所述吸取升降平台组件及夹手拉紧组件均设置在所述底座一上,所述撑袋组件设置在所述底座二上。
13、与现有技术相比,本发明可以实现自动调整满足宽度为90~170mm及长度为100~200mm的包装袋开袋,并自动实现当装入产品抽真空时封口时的拉紧袋口,可以自动调整满足不同厚度开袋及产品放入,从而解决了市场很多原有设计只针对特定唯一产品开袋而无法兼容多产品自动调整的问题。
技术特征:
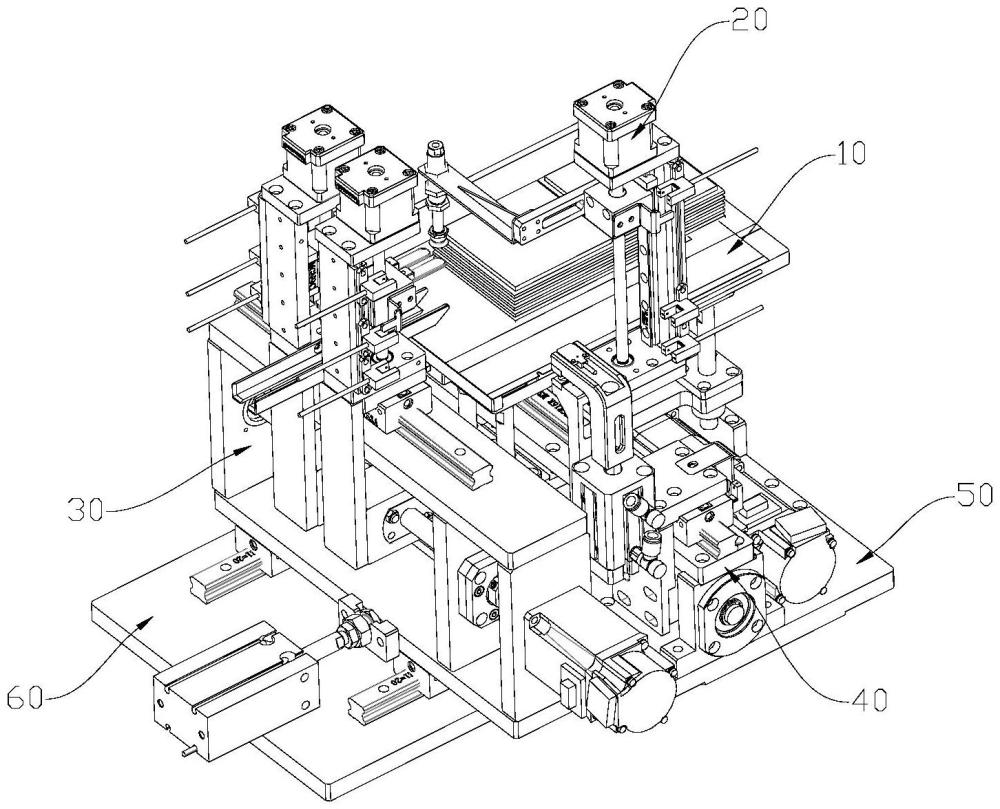
1.一种多规格自动开袋机构,其特征在于:包括底座,以及设置在所述底座上的吸取升降平台组件(10)、上吸取开袋组件(20)、撑袋组件(30)及夹手拉紧组件(40);
2.根据权利要求1所述的多规格自动开袋机构,其特征在于:所述吸取升降平台组件(10)包括安装在所述底板上的水平气缸一(11),由所述水平气缸一(11)驱动并基于滑轨及滑块水平移动的水平托板一(12),通过滑套对称安装在所述水平托板一(12)上的升降导柱一(13),设置在所述水平托板一(12)上的升降气缸一,以及设置在所述升降导柱顶部并由所述升降气缸一驱动升降的水平托板二(14),所述水平托板二(14)上阵列开设有真空吸孔用于实现包装袋(70)底部的吸紧定位。
3.根据权利要求2所述的多规格自动开袋机构,其特征在于:所述上吸取开袋组件(20)包括安装在所述水平托板一(12)上的下支撑板一(21),垂直安装在所述下支撑板一(21)侧部的滑轨一(23),安装在所述滑轨一(23)上端并于所述下支撑板一(21)上下平行对应的上支撑板一(22),安装在所述上支撑板一(22)上侧的伺服电机一(24),以及转动设置在所述上支撑板一(22)与下支撑板一(21)之间并由所述伺服电机一(24)驱动转动的单向丝杆一(25),所述单向丝杆一(25)上螺纹套设有滑动连接至所述滑轨一(23)的滑块一(26),所述滑块一(26)的侧部安装有支架一(27),所述支架一(27)上安装有真空吸嘴(28),用于吸住袋口上面并向上将包装袋(70)打开袋口。
4.根据权利要求3所述的多规格自动开袋机构,其特征在于:所述撑袋组件(30)包括设置在所述底座上的滑轨二(31)及水平气缸二(32),以及通过滑块滑动安装在所述滑轨二(31)上并由所述水平气缸二(32)驱动滑动的支架二(33);
5.根据权利要求4所述的多规格自动开袋机构,其特征在于:所述夹手拉紧组件(40)包括通过轴承座(41)安装在所述底板上并由伺服电机四驱动转动的双向丝杆二(42),水平设置在所述轴承座(41)之间的滑轨四(43),通过滑块三(44)滑动安装在所述滑轨四(43)上的两组支架四(45),分别安装在两组所述支架四(45)上的升降气缸二(46),分别有所述升降气缸二(46)驱动升降的上夹板(47),以及分别安装在所述支架四(45)上并与所述上夹板(47)上下对应的下夹板(48),以通过所述上夹板(47)配合所述下夹板(48)实现夹住袋口并向两边拉紧袋口并进行抽真空封口。
6.根据权利要求1所述的多规格自动开袋机构,其特征在于:所述底座包括底座一(50)及底座二(60),所述吸取升降平台组件(10)及夹手拉紧组件(40)均设置在所述底座一(50)上,所述撑袋组件(30)设置在所述底座二(60)上。
技术总结
本发明公开了一种多规格自动开袋机构,包括底座,以及设置在所述底座上的吸取升降平台组件、上吸取开袋组件、撑袋组件及夹手拉紧组件;所述上吸取开袋组件安装在所述吸取升降平台组件并随所述吸取升降平台组件同步移动;所述撑袋组件对应所述吸取升降平台组件上的包装袋的袋口正面;所述夹手拉紧组件对应所述吸取升降平台组件上的包装袋的袋口两侧。本发明可以实现自动调整满足宽度为90~170mm及长度为100~200mm的包装袋开袋,并自动实现当装入产品抽真空时封口时的拉紧袋口,可以自动调整满足不同厚度开袋及产品放入,从而解决了市场很多原有设计只针对特定唯一产品开袋而无法兼容多产品自动调整的问题。
技术研发人员:秦海波
受保护的技术使用者:浙江达仕科技有限公司
技术研发日:
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!