反应杯装箱机及方法与流程
本发明涉及自动化包装设备,特别是涉及一种反应杯装箱机及方法。
背景技术:
1、作为医学临床的常用手段,检测人体体液对于疾病的诊断具有非常重要的意义。检测的体液包括血液、尿液、人体的其他体液或分泌物。被检的体液除了以载玻片做成涂片的形式外,在需要有足够数量的体液进行检测时,就要用符合一定要求的检测样杯进行检测。化学发光免疫分析具有灵敏度高、检测范围宽、标记物稳定性好等优点,是近些年来免疫分析领域的主要发展形式。采用化学发光免疫测定中的夹心法、竞争法或间接法测定人体血清、血浆、尿液或体液中传染病、内分泌,肿瘤等标志物的含量,为疾病的临床诊断提供了参考依据。
2、反应杯是发光分析仪上常用的器皿,现在的种类较多。就形状而言,有圆的,有方的;就添加方法而言,有自动码杯的,有手动添加的。需要注意,保持实验环境的清洁和卫生。使用前,确保工作台面、仪器和反应杯是干净没有杂质和污垢,这样才能保证检测的结构,从而保证对疾病的诊断。
3、反应杯运送时一般先装进软全的包装袋内,再将包装袋装箱进行运输,在装箱时通常采用人工装箱或通过机械手直接装箱,由于包装袋为软体,通过机械手装箱时抓取不佳,导致装箱效果也不佳,影响整体装箱的作业质量和作业效率。
技术实现思路
1、本发明的目的在于提供一种反应杯装箱机及方法,能够全自动软袋装箱作业,无需人工协助,不仅显著提高生产效率,而且可确保产品装箱排列整齐、数量准确,同时还能够适用于不同尺寸的产品。
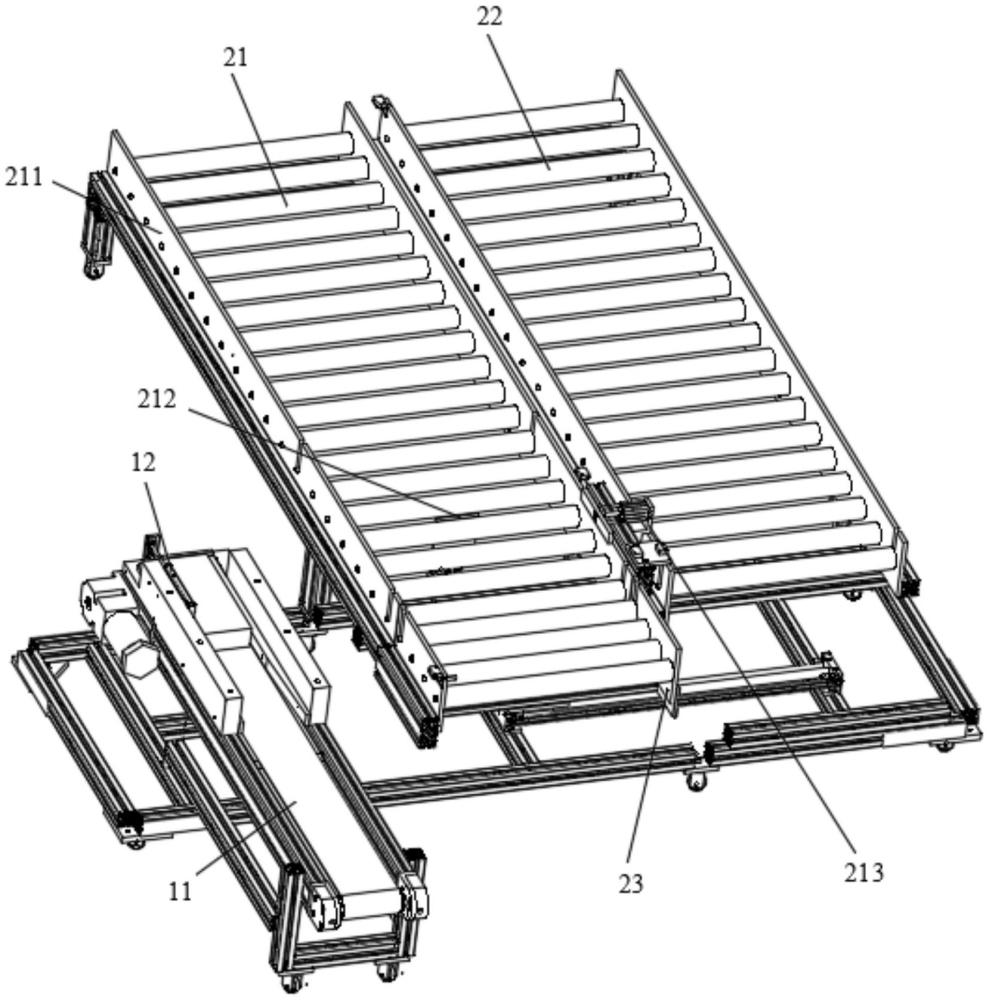
2、为解决上述技术问题,本发明采用的一个技术方案是:提供一种反应杯装箱机,包括产品输送线、箱体输送线、抓取机构和控制系统,所述产品输送线和箱体输送线平行设置,所述抓取机构将产品输送线上的产品移载至箱体输送线上的箱体内,所述箱体输送线包括空箱输送线、满箱输送线和换向输送线,所述空箱输送线和满箱输送线并列设置且输送方向相反,所述换向输送线设置于所述空箱输送线和所述满箱输送线同一端,且将空箱输送线上的箱体移载至所述满箱输送线。
3、所述产品输送线包括输送带和设置在所述输送带前端的抖料单元,所述抖料单元包括设置在所述输送带侧边的抖料驱动器,所述抖料驱动器的驱动端安装有推板,所述抖料驱动器带动推板将所述输送带上的产品推向后方与所述输送带的运行方向相反使产品产生晃动。
4、所述输送带前端侧壁至少设置有一安装板,所述抖料驱动器固定安装于所述安装板上,所述抖料驱动器的驱动端位于伸出状态时,所述推板与所述输送带的前端齐平。
5、所述输送带前侧两侧壁分别安装有所述安装板,两侧的所述安装板内壁对应安装有导板,所述导板之间的间距不小于产品的宽度。
6、所述换向输送线包括平移驱动器,所述平移驱动器的驱动端上安装有换向框架,所述换向框架内均匀安装有多个电动滚筒。
7、所述抓取机构包括三轴位移装置以及安装在所述三轴位移装置下端的变距抓取装置,所述变距抓取装置包括双向气缸和安装在所述双向气缸的两个驱动端的连接板,所述连接板的下端均安装有吸取组件,所述三轴位移装置带动所述吸取组件将所述产品输送线上的产品折叠后装入所述空箱输送线上的箱体内形成上料工位。
8、还包括箱体,所述箱体上安装有人机屏、报警器,上料工位设置于所述箱体的内部空间,所述换向输送线和朝向上料工位的所述满箱输送线端部位于所述箱体内。
9、所述空箱输送线包括空箱框架以及均匀安装在其内的多个电动滚筒,所述空箱框架下设置有阻挡单元,所述空箱框架上安装有固定单元,所述箱体安装有分隔装置,使所述空箱输送线上分隔为装箱区域和等待区域,所述阻挡单元位于等待区域,所述固定单元位于装箱区域。
10、所述分隔装置包括分隔立架,所述分隔立架上设置有分隔升降驱动器和直线导轨,所述直线导轨的滑块上固定安装有移门,所述分隔升降驱动器的驱动端与所述移门固定连接。
11、反应杯装箱方法,其步骤如下:
12、s1.空箱输送线启动将空箱体移载至装箱工位;
13、s2.产品输送线上的产品移动到抖料工位时,抖料装置将产品向后推动多次使产品均匀;
14、s3.抓取机构将产品吸取至箱体内;
15、s4.箱体装满后,空箱输送线使箱向前运行经换向机构至满箱机构。
16、所述s2步骤的抖料装置工作时,产品输送线停止运行。
17、本发明的有益效果是:本发明的一种反应杯装箱机及方法,能够全自动软袋装箱作业,无需人工协助,不仅显著提高生产效率,而且可确保产品装箱排列整齐、数量准确,同时还能够适用于不同尺寸的产品。
技术特征:
1.一种反应杯装箱机,其特征在于,包括产品输送线、箱体输送线、抓取机构和控制系统,所述产品输送线和箱体输送线平行设置,所述抓取机构将产品输送线上的产品移载至箱体输送线上的箱体内,所述箱体输送线包括空箱输送线、满箱输送线和换向输送线,所述空箱输送线和满箱输送线并列设置且输送方向相反,所述换向输送线设置于所述空箱输送线和所述满箱输送线同一端,且将空箱输送线上的箱体移载至所述满箱输送线。
2.根据权利要求1所述的反应杯装箱机,其特征在于:所述产品输送线包括输送带和设置在所述输送带前端的抖料单元,所述抖料单元包括设置在所述输送带侧边的抖料驱动器,所述抖料驱动器的驱动端安装有推板,所述抖料驱动器带动推板将所述输送带上的产品推向后方与所述输送带的运行方向相反使产品产生晃动。
3.根据权利要求2所述的一种反应杯装箱机,其特征在于,所述输送带前端侧壁至少设置有一安装板,所述抖料驱动器固定安装于所述安装板上,所述抖料驱动器的驱动端位于伸出状态时,所述推板与所述输送带的前端齐平。
4.根据权利要求3所述的一种反应杯装箱机,其特征在于,所述输送带前侧两侧壁分别安装有所述安装板,两侧的所述安装板内壁对应安装有导板,所述导板之间的间距不小于产品的宽度。
5.根据权利要求1所述的反应杯装箱机,其特征在于,所述换向输送线包括平移驱动器,所述平移驱动器的驱动端上安装有换向框架,所述换向框架内均匀安装有多个电动滚筒。
6.根据权利要求1所述的反应杯装箱机,其特征在于,所述抓取机构包括三轴位移装置以及安装在所述三轴位移装置下端的变距抓取装置,所述变距抓取装置包括双向气缸和安装在所述双向气缸的两个驱动端的连接板,所述连接板的下端均安装有吸取组件,所述三轴位移装置带动所述吸取组件将所述产品输送线上的产品折叠后装入所述空箱输送线上的箱体内形成上料工位。
7.根据权利要求6所述的反应杯装箱机,其特征在于,还包括箱体,所述箱体上安装有人机屏、报警器,上料工位设置于所述箱体的内部空间,所述换向输送线和朝向上料工位的所述满箱输送线端部位于所述箱体内。
8.根据权利要求7所述的反应杯装箱机,其特征在于,所述空箱输送线包括空箱框架以及均匀安装在其内的多个电动滚筒,所述空箱框架下设置有阻挡单元,所述空箱框架上安装有固定单元,所述箱体安装有分隔装置,使所述空箱输送线上分隔为装箱区域和等待区域,所述阻挡单元位于等待区域,所述固定单元位于装箱区域。
9.根据权利要求8所述的反应杯装箱方法,其特征在于,所述分隔装置包括分隔立架,所述分隔立架上设置有分隔升降驱动器和直线导轨,所述直线导轨的滑块上固定安装有移门,所述分隔升降驱动器的驱动端与所述移门固定连接。
10.根据权利要求1-9任一所述的反应杯装箱方法,其特征在于,其步骤如下:
11.根据权利要求10所述的一种反应杯装箱方法,其特征在于,所述s2步骤的抖料装置工作时,产品输送线停止运行。
技术总结
本发明公开了一种反应杯装箱机,包括产品输送线、箱体输送线、抓取机构和控制系统,所述产品输送线和箱体输送线平行设置,所述抓取机构将产品输送线上的产品移载至箱体输送线上的箱体内,所述箱体输送线包括空箱输送线、满箱输送线和换向输送线,所述空箱输送线和满箱输送线并列设置且输送方向相反,所述换向输送线设置于所述空箱输送线和所述满箱输送线同一端,且将空箱输送线上的箱体移载至所述满箱输送线。通过上述方式,本发明能够全自动软袋装箱作业,无需人工协助,不仅显著提高生产效率,而且可确保产品装箱排列整齐、数量准确,同时还能够适用于不同尺寸的产品。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:卡柯洛塑胶科技(太仓)有限公司
技术研发日:
技术公布日:2024/10/21
- 还没有人留言评论。精彩留言会获得点赞!