一种焊管生产线的自动上料装置的制作方法
本发明涉及焊管生产线,特别涉及一种焊管生产线的自动上料装置。
背景技术:
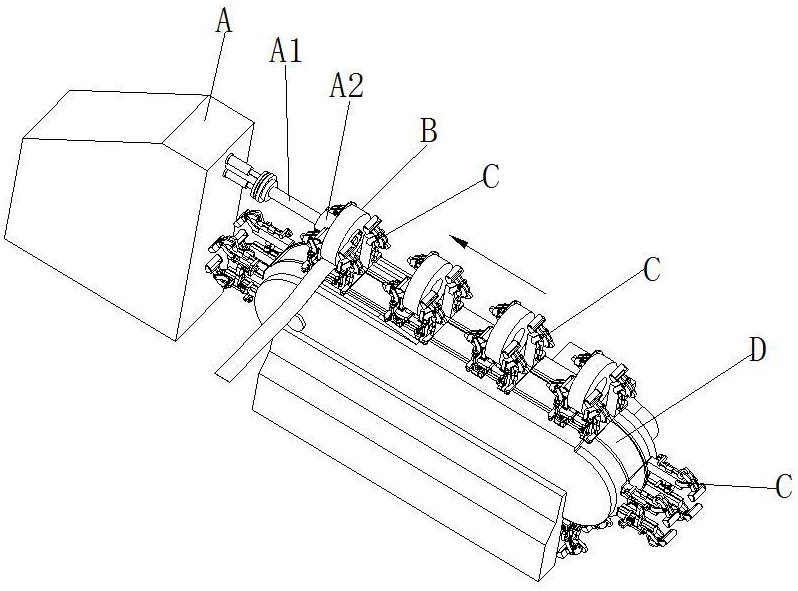
1、焊管生产线广泛应用在各行各业中,该生产设备由带料上料装置、挤压成型的模具、直缝焊接设备、打磨设备、调直设备和切断设备组成。其中,带料上料装置是焊管生产线的第一步,如图1所示,料卷b被吊装设备或者叉车设备输送到放卷机构a上,通过机械膨胀轴a2伸入到料卷b的内孔,机械膨胀轴a2自动膨胀到压紧在料卷b的内孔上,放卷机构a上的电机带动传动轴a1转动,使得料卷b转动、放卷出料带,进入到挤压成型模具内。
2、现有焊管生产线上料机构存在的问题在于:
3、1、当机械膨胀轴a2上的料卷b用完时,每一次均需停机上料,并重新定位,料卷b的吊装用时较长,所以停机时间也非常长,使得焊管生产连贯性差,焊管生产效率降低。
4、2、在料卷b放入到机械膨胀轴a2轴后,连接在机械膨胀轴a2上的传动轴a1除了用于带动料卷b转动外,还用于对料卷b起到悬挑梁作用,使得传动轴a1长时间承受弯曲力,影响到传动轴a1的性能和使用寿命。
5、3、在吊装料卷b时,由于需要将料卷b的内孔与水平设置的机械膨胀轴a2对准,对于吊装的控制精度要求极高,故增加吊装的操作强度和难度。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供一种焊管生产线的自动上料装置。
2、为实现上述目的,本发明采用的技术方案是:
3、本发明所述的一种焊管生产线的自动上料装置,包括有放卷机构;所述放卷机构上连接有传动轴;所述传动轴上连接有机械膨胀轴;
4、还包括有循环输送装置;所述循环输送装置包括有循环输送机构;所述循环输送机构上固定有多个料卷座;所述料卷座用于将料卷夹持固定;所述循环输送装置用于将所述料卷座上的料卷逐个套入到所述机械膨胀轴外;所述料卷座由两个u型座组成;
5、所述u型座由两个支撑座本体和固定在两个所述支撑座本体之间的连接板组成;所述连接板固定在所述循环输送装置上;
6、所述支撑座本体包括有设置在两个所述支撑座本体之间的侧压组件和固定在所述连接板的承压柱;所述侧压组件连接在所述承压柱上;所述侧压组件上转动连接有侧支撑滚轮;
7、同一个所述u型座上的两个所述侧支撑滚轮的间距小于料卷的内孔直径。
8、进一步地,所述侧压组件包括有固定在所述承压柱上的底支撑板和滑动连接在所述承压柱上的侧支撑块;所述侧支撑滚轮转动连接在所述侧支撑块上;所述底支撑板与所述侧支撑块之间固定有弹簧;所述承压柱的表面设置有多条导向槽;所述侧支撑块上固定有与所述导向槽滑动连接的滑块。
9、进一步地,所述底支撑板滑动连接在所述导向槽上;所述底支撑板上固定有支撑调节螺母;所述承压柱上固定有支撑转动座;所述支撑转动座上转动连接有支撑调节丝杆;所述支撑调节丝杆螺纹连接在所述支撑调节螺母上。
10、进一步地,所述支撑座本体还包括有纠偏支撑组件;所述纠偏支撑组件包括有固定在所述承压柱上的固定杆、转动连接在所述固定杆上的摆杆、转动连接在所述摆杆末端的纠偏压轮和用于带动所述摆杆转动的摆杆驱动模块;所述摆杆驱动模块用于带动所述纠偏压轮朝所述料卷方向运动。
11、进一步地,所述摆杆驱动模块包括有固定在承压柱上的滑动套和滑动连接在所述滑动套上的滑动轴;所述滑动轴的两端分别固定有滚轮升降板和上升降板;所述滚轮升降板的底部转动连接有纠偏滚轮;所述上升降板上设置有条形槽;所述摆杆上转动连接有滑动轮;所述滑动轮滑动连接在所述条形槽上;
12、所述循环输送装置的两侧固定有底支撑座;所述底支撑座分别设置在所述循环输送机构的两侧;
13、所述底支撑座上固定有加强支撑板;所述加强支撑板上固定有顶表面呈连续凹凸形状的凸轮块;所述纠偏滚轮的轮身压紧在所述凸轮块的表面上。
14、进一步地,所述滑动轴的底部固定有内螺纹套筒;所述滚轮升降板上固定有纠偏调节转动座;所述纠偏调节转动座上转动连接有纠偏调节丝杆;所述纠偏调节丝杆螺纹连接在内螺纹套筒上;所述内螺纹套筒与所述纠偏调节转动座之间连接有折叠杆模块。
15、进一步地,所述折叠杆模块由两组对称设置在所述内螺纹套筒两侧的折叠杆组组成;所述折叠杆组由第一连杆和第二连杆组成;所述第一连杆一端铰接在所述内螺纹套筒上;所述第一连杆另一端铰接在所述第二连杆一端;所述第二连杆另一端铰接在所述纠偏调节转动座上。
16、进一步地,所述加强支撑板的顶表面固定有承压板;所述承压板沿所述循环输送机构的输送方向延伸。
17、进一步地,所述连接板的左右两侧均转动连接有支撑滚轮;两侧的所述支撑滚轮分别压紧在两侧的所述承压板上;所述支撑滚轮设置在承压柱的正下方。
18、进一步地,所述承压板的底表面固定有多条沿所述循环输送机构排列的加强筋条。
19、采用本发明所述的一种焊管生产线的自动上料装置,其有益效果为:
20、1、设置在循环输送装置顶表面的多个空料卷座均可预装料卷,在机械膨胀轴上的料卷用完后,循环输送装置直接将原本在机械膨胀轴外的空料卷座穿越机械膨胀轴,后一载有料卷的料卷座向前输送一定距离,直至料卷直接套到机械膨胀轴外,无需调整机械膨胀轴的位置情况下,使得放料更加连贯,上料效率更高。
21、2、利用料卷座上四条承压柱对料卷前后限位,两侧呈“v”字型结构的支撑滚轮对料卷的左右进行限位,料卷在料卷座上依靠自身重力自动定位,使得机械膨胀轴与料卷的轴心自动对准,料卷在输送过程中能够直接套到机械膨胀轴外,上料动作简单,且效率高。
22、3、u型座两侧的侧支撑滚轮间距小于料卷的内孔直径,确保在料卷放卷至最后一刻,侧支撑滚轮依然对料卷的外表面进行支撑,降低传动轴所受到的弯曲压力,提高了传动轴的使用寿命。
23、4、将料卷在吊入料卷座时,用从上往下吊入的方式直接放入到料卷座,无需吊到相应的水平高度再平移、对位、套入机械膨胀轴,不仅降低吊装的难度,节约料卷吊装的时间,还降低机械膨胀轴被料卷撞断的风险。
技术特征:
1.一种焊管生产线的自动上料装置,包括有放卷机构(a);所述放卷机构(a)上连接有传动轴(a1);所述传动轴(a1)上连接有机械膨胀轴(a2);其特征在于:还包括有循环输送装置(d);所述循环输送装置(d)包括有循环输送机构(d4);所述循环输送机构(d4)上固定有多个料卷座(c);所述料卷座(c)用于将料卷(b)夹持固定;所述循环输送装置(d)用于将所述料卷座(c)上的料卷(b)逐个套入到所述机械膨胀轴(a2)外;所述料卷座(c)由两个u型座组成;
2.根据权利要求1所述的一种焊管生产线的自动上料装置,其特征在于:所述侧压组件(c102)包括有固定在所述承压柱(c103)上的底支撑板(4)和滑动连接在所述承压柱(c103)上的侧支撑块(6);所述侧支撑滚轮(7)转动连接在所述侧支撑块(6)上;所述底支撑板(4)与所述侧支撑块(6)之间固定有弹簧(5);所述承压柱(c103)的表面设置有多条导向槽(c103a);所述侧支撑块(6)上固定有与所述导向槽(c103a)滑动连接的滑块(8)。
3.根据权利要求2所述的一种焊管生产线的自动上料装置,其特征在于:所述底支撑板(4)滑动连接在所述导向槽(c103a)上;所述底支撑板(4)上固定有支撑调节螺母(3);所述承压柱(c103)上固定有支撑转动座(2);所述支撑转动座(2)上转动连接有支撑调节丝杆(1);所述支撑调节丝杆(1)螺纹连接在所述支撑调节螺母(3)上。
4.根据权利要求1所述的一种焊管生产线的自动上料装置,其特征在于:所述支撑座本体(c1)还包括有纠偏支撑组件(c101);所述纠偏支撑组件(c101)包括有固定在所述承压柱(c103)上的固定杆(11)、转动连接在所述固定杆(11)上的摆杆(10)、转动连接在所述摆杆(10)末端的纠偏压轮(9)和用于带动所述摆杆(10)转动的摆杆驱动模块;所述摆杆驱动模块用于带动所述纠偏压轮(9)朝所述料卷(b)方向运动。
5.根据权利要求4所述的一种焊管生产线的自动上料装置,其特征在于:所述摆杆驱动模块包括有固定在承压柱(c103)上的滑动套(12)和滑动连接在所述滑动套(12)上的滑动轴(13);所述滑动轴(13)的两端分别固定有滚轮升降板(19)和上升降板(21);所述滚轮升降板(19)的底部转动连接有纠偏滚轮(20);所述上升降板(21)上设置有条形槽(2101);所述摆杆(10)上转动连接有滑动轮(22);所述滑动轮(22)滑动连接在所述条形槽(2101)上;
6.根据权利要求5所述的一种焊管生产线的自动上料装置,其特征在于:所述滑动轴(13)的底部固定有内螺纹套筒(14);所述滚轮升降板(19)上固定有纠偏调节转动座(17);所述纠偏调节转动座(17)上转动连接有纠偏调节丝杆(18);所述纠偏调节丝杆(18)螺纹连接在内螺纹套筒(14)上;所述内螺纹套筒(14)与所述纠偏调节转动座(17)之间连接有折叠杆模块。
7.根据权利要求6所述的一种焊管生产线的自动上料装置,其特征在于:所述折叠杆模块由两组对称设置在所述内螺纹套筒(14)两侧的折叠杆组组成;所述折叠杆组由第一连杆(15)和第二连杆(16)组成;所述第一连杆(15)一端铰接在所述内螺纹套筒(14)上;所述第一连杆(15)另一端铰接在所述第二连杆(16)一端;所述第二连杆(16)另一端铰接在所述纠偏调节转动座(17)上。
8.根据权利要求5所述的一种焊管生产线的自动上料装置,其特征在于:所述加强支撑板(d1)的顶表面固定有承压板(d3);所述承压板(d3)沿所述循环输送机构(d4)的输送方向延伸。
9.根据权利要求8所述的一种焊管生产线的自动上料装置,其特征在于:所述连接板(c2)的左右两侧均转动连接有支撑滚轮(c201);两侧的所述支撑滚轮(c201)分别压紧在两侧的所述承压板(d3)上;所述支撑滚轮(c201)设置在承压柱(c103)的正下方。
10.根据权利要求9所述的一种焊管生产线的自动上料装置,其特征在于:所述承压板(d3)的底表面固定有多条沿所述循环输送机构(d4)排列的加强筋条(d101)。
技术总结
本发明涉及焊管生产线技术领域,特别涉及一种焊管生产线的自动上料装置,传动轴上连接有机械膨胀轴;循环输送机构上固定有多个料卷座;料卷座用于将料卷夹持固定;循环输送装置用于将料卷座上的料卷逐个套入到机械膨胀轴外;料卷座由两个U型座组成;连接板固定在循环输送装置上;支撑座本体包括有设置在两个支撑座本体之间的侧压组件和固定在连接板上的承压柱;侧压组件连接在承压柱上;侧压组件上转动连接有侧支撑滚轮;同一个U型座上两侧支撑滚轮的间距小于料卷的内孔直径。在使用本发明时,料卷的放料更加连贯,提高了上料的效率,上料动作简单,传动轴所受到的弯曲压力得以降低,故传动轴的使用寿命提高。
技术研发人员:符云良,黄国成,黄运澜
受保护的技术使用者:佛山中用自动化装备有限公司
技术研发日:
技术公布日:2024/10/24
- 还没有人留言评论。精彩留言会获得点赞!