一种手机装配自动化生产线
本发明属于手机装配生产,具体涉及一种手机装配自动化生产线。
背景技术:
1、手机装配自动化生产线是指用于智能手机等电子产品组装过程中的自动化设备和技术。这种生产线通常包括多个工作站,每个站负责执行特定的装配任务,从放置螺丝到屏幕粘贴,再到最终的质量检查。
2、经过检索发现,在授权公告号为“cn105710000b”的中国专利中公开了一种手机马达振动子装配涂锡膏硬化生产线,包括机架、自动刮锡设备、硬化设备和控制系统,在机架上依次设有振动子装配设备、自动刮锡设备和锡膏硬化设备,由控制系统控制振动子装配设备工作,将振动子振动装配到振动盘内治具中,接着承载着振动子的治具进入刮锡设备,控制系统控制刮锡设备进行表面涂覆锡膏,然后再被传送带送进硬化设备的热压头下方热压硬化,完成后被传送带送出,控制系统控制手机振动子在一条生产线上连续进行装配、涂锡膏和热压硬化,和原有的分步手工作业相比,作业速度显著加快,生产效率大大提高,完全实现了自动化,完全能够满足手机产量日益增多的批量需求。
3、手机在装载后盖时,大部分车间内都是通过人工将手机与背部的后盖卡合在一起后,在利用热熔枪对后盖进行加热后,然后对其进行轻微按压,使其严丝合缝,但是这种方式在大批发生产中,会较为的浪费人力资源,且速度较慢。
技术实现思路
1、本发明的目的在于提供一种手机装配自动化生产线,旨在解决现有技术中的手机在装载后盖时,大部分车间内都是通过人工将手机与背部的后盖卡合在一起后,在利用热熔枪对后盖进行加热后,然后对其进行轻微按压,使其严丝合缝,但是这种方式在大批发生产中,会较为的浪费人力资源,且速度较慢的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种手机装配自动化生产线,包括:
4、传送带;
5、支撑架,支撑架固定连接于传送带的上端;
6、传送机构,传送机构包括固定板、滚动杆、齿带、齿轮和第二伺服电机,其中滚动杆和齿轮设有多个,固定板固定连接于支撑架的一侧端,滚动杆转动连接于支撑架内并贯穿,第二伺服电机固定连接于固定板的上端,多个齿轮分别固定连接于多个滚动杆的圆周表面,齿带与多个齿轮互相啮合,其中一个滚动杆固定连接于第二伺服电机的输出轴,固定板的底部与齿带接触;
7、夹持机构,夹持机构设于传送带的上侧,通过夹持机构可使得手机半成品移动到指定位置后,对手机半成品进行夹持,进行下一步的加工;
8、移动机构,移动机构设于支撑架的上侧,通过移动机构可吸附住手机半成品的后盖,将其带动至指定位置,与手机半成品进行对接。
9、作为本发明一种优选的方案,所述夹持机构包括第一支撑板、吊装支撑架、手机上端夹片、运行齿条、限位圆杆、齿轮、l形齿条、第三气缸、手机左侧夹片、支撑杆、垫片、手机下端夹片、第二支撑板和第四气缸,所述第一支撑板和第二支撑板均固定连接于传送带的上端,所述第四气缸固定连接于第二支撑板的一侧,所述l形齿条固定连接于第四气缸的伸长端,所述手机下端夹片固定连接于l形齿条的一侧,所述限位圆杆固定连接于第一支撑板的一侧端,所述齿轮转动连接于限位圆杆的圆周表面,所述限位圆杆与l形齿条互相啮合,所述运行齿条滑动连接于第一支撑板内,所述手机上端夹片固定连接于运行齿条的一侧端,所述运行齿条与齿轮互相啮合,所述吊装支撑架固定连接于支撑架的下端,所述第三气缸固定连接于吊装支撑架的下端,所述手机左侧夹片固定连接于第三气缸的伸长端,所述支撑杆固定连接于手机左侧夹片的一侧端,所述垫片固定连接于支撑杆的另一侧。
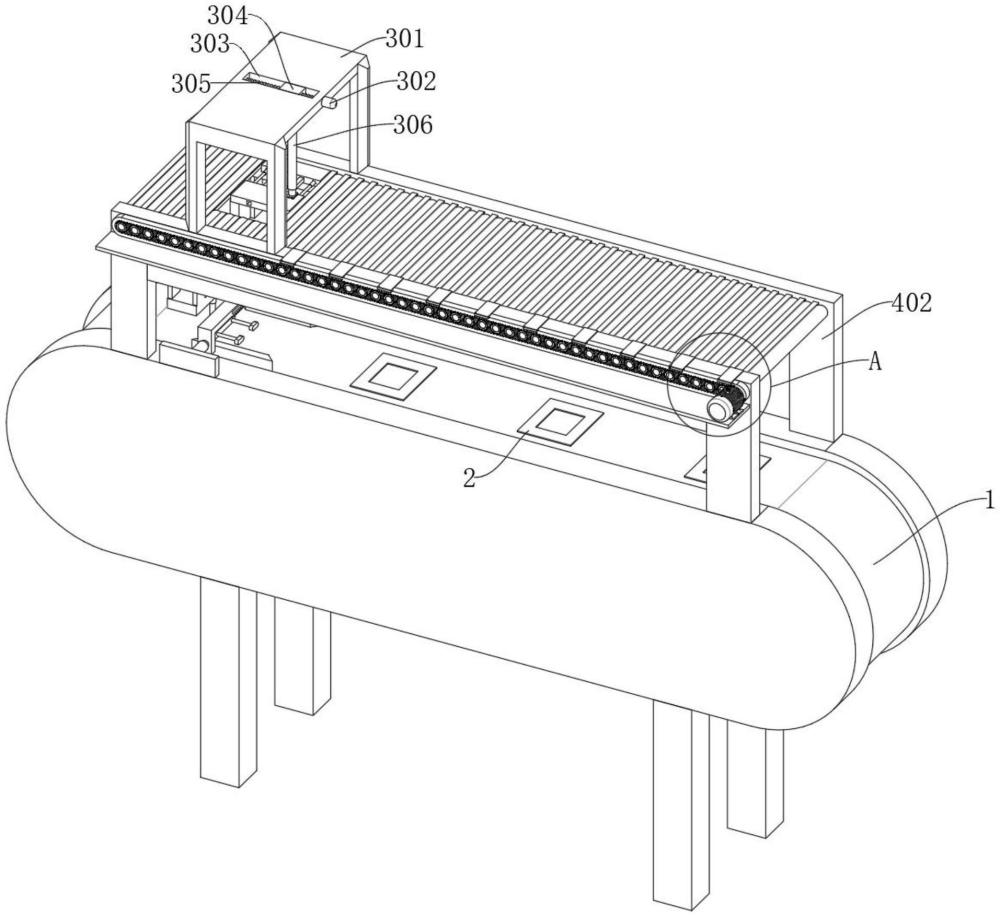
10、作为本发明一种优选的方案,所述移动机构包括工作台、第一伺服电机、滑槽、滑块、丝杆、第一气缸、电动吸盘、固定块、圆形孔、第二气缸和摆放板,所述工作台固定连接于支撑架的上端,所述滑槽开设于工作台的上端,所述滑块滑动连接于滑槽内,所述丝杆转动连接于滑槽内,所述滑块通过螺母螺纹连接于丝杆的表面,所述第一伺服电机固定连接于工作台的一侧端,所述丝杆固定连接于第一伺服电机的输出轴,所述第一气缸固定连接于滑块的下端,所述电动吸盘设于第一气缸的伸长端,所述固定块固定连接于支撑架的一侧内壁,所述圆形孔开设于固定块的一侧端,所述第二气缸固定连接于圆形孔内,所述摆放板固定连接于第二气缸的伸长端,所述摆放板位于电动吸盘的下侧。
11、作为本发明一种优选的方案,所述固定块的一侧端固定连接有两个限位杆,所述摆放板的一侧端开设有两个限位孔,两个所述限位杆分别位于两个限位孔内。
12、作为本发明一种优选的方案,所述传送带的表面设有手机半成品垫片,所述手机半成品垫片的材质为海绵。
13、作为本发明一种优选的方案,所述手机上端夹片、手机左侧夹片和手机下端夹片与传送带的间距为0.2cm。
14、作为本发明一种优选的方案,所述吊装支撑架的下端固定连接有夹块,所述l形齿条的一侧端开设有限位槽,所述夹块位于限位槽内。
15、作为本发明一种优选的方案,所述支撑架的上端固定连接有多个l形限位夹片,所述l形限位夹片与齿带的上端接触。
16、作为本发明一种优选的方案,所述支撑架的两侧内壁相靠近端固定连接有三角板,所述三角板的两侧端均固定连接有刮板。
17、作为本发明一种优选的方案,所述刮板与滚动杆的间距为0.1cm。
18、与现有技术相比,本发明的有益效果是:
19、1、自动化生产线通过集成传送带、夹持机构和移动机构等关键组件,实现了手机半成品从一个工序到另一个工序的快速转移,移动机构中的电动吸盘设计,能够精准地吸附并移动手机后盖至指定位置,与手机半成品进行对接,减少了人工操作的需求,提高了生产线的效率和产能。
20、2、该生产线的设计中包含了多个精密部件如齿轮、齿带以及气缸等,它们共同作用确保了每个加工步骤的精确度,夹持机构能够稳定地固定住手机半成品,避免在加工过程中出现移位或损坏的情况;同时,传送带上设置的海绵垫片可以在保护产品的同时减少震动带来的影响,从而有助于提升最终产品的质量。
21、3、通过采用伺服电机、气缸等自动化控制设备,生产线可以实现24小时不间断作业,减少由于人力不足或疲劳导致的生产停滞,此外,设计中的三角板和刮板结构可以帮助清理滚轮上的杂质,减少因设备故障导致的停机时间和维修费用,进一步降低了生产的综合成本,同时,这种设计也便于日常的维护和检查,确保生产线长期稳定运行。
技术特征:
1.一种手机装配自动化生产线,其特征在于:包括:
2.根据权利要求1所述的一种手机装配自动化生产线,其特征在于:所述夹持机构包括第一支撑板(1001)、手机上端夹片(1003)、运行齿条(1004)、限位圆杆(1005)、齿轮(1006)、l形齿条(1007)、第三气缸(1008)、手机左侧夹片(1009)、支撑杆(1010)、垫片(1011)、手机下端夹片(1012)、第二支撑板(1013)和第四气缸(1014),第一支撑板(1001)和第二支撑板(1013)均固定连接于传送带(1)的上端,第四气缸(1014)固定连接于第二支撑板(1013)的一侧,l形齿条(1007)固定连接于第四气缸(1014)的伸长端,手机下端夹片(1012)固定连接于l形齿条(1007)的一侧,限位圆杆(1005)固定连接于第一支撑板(1001)的一侧端,齿轮(1006)转动连接于限位圆杆(1005)的圆周表面,限位圆杆(1005)与l形齿条(1007)互相啮合,运行齿条(1004)滑动连接于第一支撑板(1001)内,手机上端夹片(1003)固定连接于运行齿条(1004)的一侧端,运行齿条(1004)与齿轮(1006)互相啮合,吊装支撑架(1002)固定连接于支撑架(402)的下端,第三气缸(1008)固定连接于吊装支撑架(1002)的下端,手机左侧夹片(1009)固定连接于第三气缸(1008)的伸长端,支撑杆(1010)固定连接于手机左侧夹片(1009)的一侧端,垫片(1011)固定连接于支撑杆(1010)的另一侧。
3.根据权利要求2所述的一种手机装配自动化生产线,其特征在于:所述移动机构包括工作台(301)、第一伺服电机(302)、滑槽(303)、滑块(304)、丝杆(305)、第一气缸(306)、电动吸盘(307)、固定块(701)、圆形孔(702)、第二气缸(703)和摆放板(704),所述工作台(301)固定连接于支撑架(402)的上端,所述滑槽(303)开设于工作台(301)的上端,所述滑块(304)滑动连接于滑槽(303)内,所述丝杆(305)转动连接于滑槽(303)内,所述滑块(304)通过螺母螺纹连接于丝杆(305)的表面,所述第一伺服电机(302)固定连接于工作台(301)的一侧端,所述丝杆(305)固定连接于第一伺服电机(302)的输出轴,所述第一气缸(306)固定连接于滑块(304)的下端,所述电动吸盘(307)设于第一气缸(306)的伸长端,所述固定块(701)固定连接于支撑架(402)的一侧内壁,所述圆形孔(702)开设于固定块(701)的一侧端,所述第二气缸(703)固定连接于圆形孔(702)内,所述摆放板(704)固定连接于第二气缸(703)的伸长端,所述摆放板(704)位于电动吸盘(307)的下侧。
4.根据权利要求3所述的一种手机装配自动化生产线,其特征在于:所述固定块(701)的一侧端固定连接有两个限位杆(8),所述摆放板(704)的一侧端开设有两个限位孔(9),两个所述限位杆(8)分别位于两个限位孔(9)内。
5.根据权利要求4所述的一种手机装配自动化生产线,其特征在于:所述传送带(1)的表面设有手机半成品垫片(2),所述手机半成品垫片(2)的材质为海绵。
6.根据权利要求5所述的一种手机装配自动化生产线,其特征在于:所述手机上端夹片(1003)、手机左侧夹片(1009)和手机下端夹片(1012)与传送带(1)的间距为0.2cm。
7.根据权利要求6所述的一种手机装配自动化生产线,其特征在于:所述吊装支撑架(1002)的下端固定连接有夹块(11),所述l形齿条(1007)的一侧端开设有限位槽(12),所述夹块(11)位于限位槽(12)内。
8.根据权利要求7所述的一种手机装配自动化生产线,其特征在于:所述支撑架(402)的上端固定连接有多个l形限位夹片(5),所述l形限位夹片(5)与齿带(404)的上端接触。
9.根据权利要求8所述的一种手机装配自动化生产线,其特征在于:所述支撑架(402)的两侧内壁相靠近端固定连接有三角板(6),所述三角板(6)的两侧端均固定连接有刮板(13)。
10.根据权利要求9所述的一种手机装配自动化生产线,其特征在于:所述刮板(13)与滚动杆(403)的间距为0.1cm。
技术总结
本发明提供一种手机装配自动化生产线,属于手机装配生产技术领域,该手机装配自动化生产线包括;传送带;支撑架,支撑架固定连接于传送带的上端;传送机构,传送机构包括固定板、滚动杆、齿带、齿轮和第二伺服电机,其中滚动杆和齿轮设于多个,固定板固定连接于支撑架的一侧端,滚动杆转动连接于支撑架内并贯穿,自动化生产线通过集成传送带、夹持机构和移动机构等关键组件,实现了手机半成品从一个工序到另一个工序的快速转移,移动机构中的电动吸盘设计,能够精准地吸附并移动手机后盖至指定位置,与手机半成品进行对接,减少了人工操作的需求,提高了生产线的效率和产能。
技术研发人员:牛亚东,王娟
受保护的技术使用者:湖州职业技术学院
技术研发日:
技术公布日:2024/12/12
- 还没有人留言评论。精彩留言会获得点赞!