一种钢筋笼主筋智能仓储上料装置的制作方法
本发明涉及钢筋笼仓储转运装置的,尤其涉及一种钢筋笼主筋智能仓储上料装置。
背景技术:
1、钢筋笼主要由内衬圈和主筋焊接构成,若干根主筋沿内衬圈的周向方向焊接在内衬圈上,由此便可形成钢筋笼。
2、在传统的钢筋笼焊接中,主筋完成定长切割、两端套丝后通常储存在料仓中;在将主筋从料仓送往焊接工位的过程中,有的工厂通过工作人员人工将主筋挂到吊钩上,逐根吊装到焊接工位,进行焊接;也有的工厂通过夹爪来将主筋夹持后送往焊接工位,但是这也需要工作人员将主筋抬起,供夹爪夹持。
3、但是,一方面,依靠人工将主筋吊装到工位,增加了人工劳动量,降低了主筋转运效率;另一方面,通过夹爪夹持主筋,主筋规格改变,同一型号夹爪又不能适用于不同规格的主筋夹持作业。
技术实现思路
1、针对现有技术中的上述问题,本发明提供了一种钢筋笼主筋智能仓储上料装置,其目的在于,减少主转运的人工劳动量,降低转设备的成本。
2、为了达到上述发明目的,本发明采用的技术方案如下:
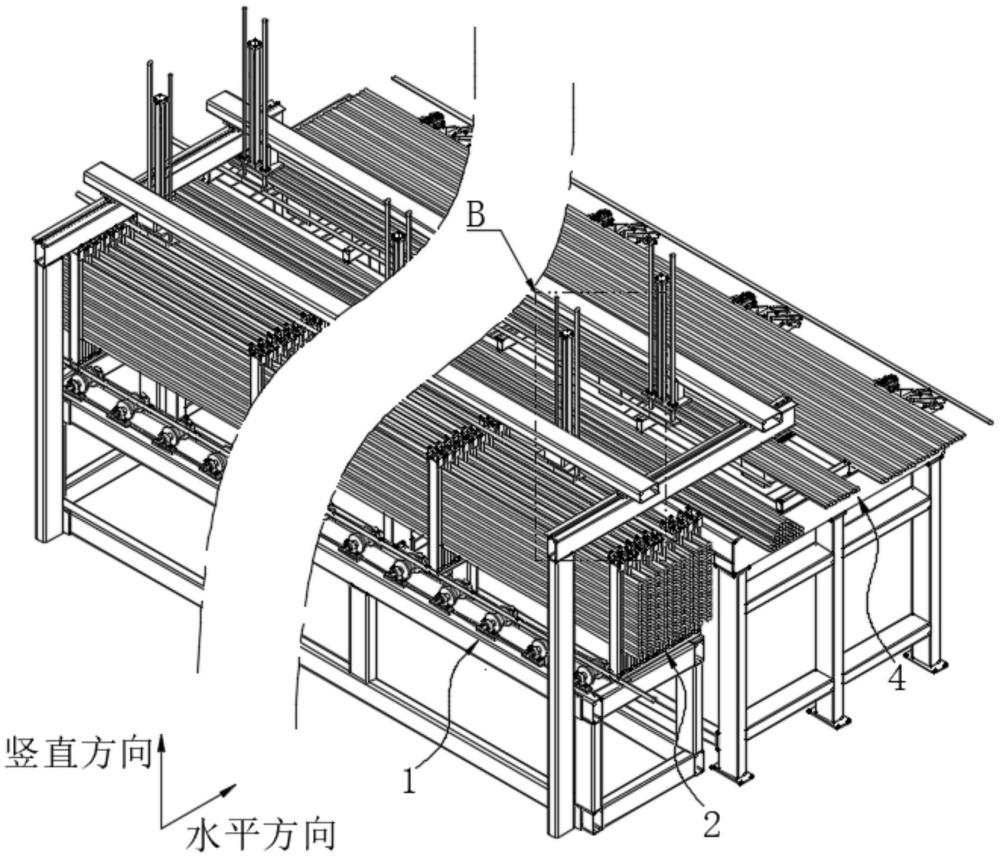
3、提供一种钢筋笼主筋智能仓储上料装置,包括:送料组件,用于持续输送主筋;储料仓,设置于送料组件的一侧,供主筋存放;载料部件,能够通过磁性吸附主筋;出料组件,用于接收主筋,并朝向焊接工位输送;驱动模组,用于驱动载料部件运动,并途径送料部件、储料仓和出料组件。
4、进一步地,储料仓包括:若干对主筋轴向方向设置的挡料杆;两个挡料杆之间形成有供主筋存放的储物槽。
5、进一步地,在储料仓内,沿水平方向设置有若干个储物槽。
6、进一步地,该装置还包括,导料块,设置于挡料杆的端部,在导料块上设置用于引导主筋滑落的引导斜面。
7、进一步地,在主筋的轴向方向的投影上,沿水平方向,载料部件的投影的长度处于相邻两个引导斜面之间。
8、进一步地,载料部件选用电磁铁。
9、进一步地,驱动模组包括:第一直线运动模组,用于驱载料部件沿竖直方向做直线往复运动第二直线运动模组,用于驱载料部件沿水平方向做直线往复运动。
10、进一步地,出料组件包括:机架;输送链条,沿水平方向安装于机架上,一端朝向储料仓,另一端朝向焊接工位延伸;置物部件,沿水平方向设置于机架上,处于储料仓和输送链条之间,供主筋放置;第一置物工位,处于置物部件上,供载料部件沿水平方向将主筋放置于第一置物工位上,将主筋呈单层放置在置物部件上,直至将主筋从置物部件上挤落于输送链条。
11、进一步地,该装置还包括:第二置物工位,设置于机架上,沿水平方向,处于储料仓和第一置物工位之间,供主筋堆放;其中,载料部件包括:沿水平方向安装的第一载料部件和第二载料部件。
12、本发明的有益效果为:通过使用本发明,能够自动完成对主机的接收、存放和输出作业,能够减少人工吊装的劳动量,释放了劳动力;另外,本发明通过磁性吸附来转运主筋,不需要特定的夹具来对主筋进行夹持固定,能够适用于不同规格的主筋转运作业,减少了主筋运输成本。
技术特征:
1.一种钢筋笼主筋智能仓储上料装置,其特征在于,包括:
2.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,储料仓(2)包括:若干对主筋轴向方向设置的挡料杆(21);两个挡料杆(21)之间形成有供主筋存放的储物槽(22)。
3.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,在储料仓(2)内,沿水平方向设置有若干个储物槽(22)。
4.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,还包括,导料块(23),设置于挡料杆(21)的端部,在导料块(23)上设置用于引导主筋滑落的引导斜面(231)。
5.根据权利要求4所述的钢筋笼主筋智能仓储上料装置,其特征在于,在主筋的轴向方向的投影上,沿水平方向,载料部件的投影的长度处于相邻两个引导斜面(231)之间。
6.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,载料部件选用电磁铁。
7.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,驱动模组包括:
8.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,出料组件(4)包括:
9.根据权利要求1所述的钢筋笼主筋智能仓储上料装置,其特征在于,还包括:
技术总结
本发明涉及钢筋笼仓储转运装置的技术领域,具体而言,公开了一种钢筋笼主筋智能仓储上料装置包括:送料组件,用于持续输送主筋;储料仓,设置于送料组件的一侧,供主筋存放;载料部件,能够通过磁性吸附主筋;出料组件,用于接收主筋,并朝向焊接工位输送;驱动模组,用于驱动载料部件运动,并途径送料部件、储料仓和出料组件;通过使用本发明,能够自动完成对主机的接收、存放和输出作业,能够减少人工吊装的劳动量,释放了劳动力;另外,本发明通过磁性吸附来转运主筋,不需要特定的夹具来对主筋进行夹持固定,能够适用于不同规格的主筋转运作业,减少了主筋运输成本。
技术研发人员:曹志明,董晨阳,赵阳,李馗,向晖,陈湜,修佳岳,陈勇,吴浩,李莉,简华涛,夏智鹏
受保护的技术使用者:中建三局集团有限公司
技术研发日:
技术公布日:2025/1/13
- 还没有人留言评论。精彩留言会获得点赞!