一种托盘及制造托盘的方法与流程
本发明涉及一种托盘及制造托盘的方法。
背景技术:
1、在工业生产活动中托盘大量用于物料的存放与周转,托盘的支撑腿一般由多个金属管焊接形成,在焊接过程中难免存在金属管之间没有满焊的情况,这就导致在酸洗磷化过程中会有水等液体进入到金属管内难以排出,在后面喷塑时,由于水等液体的存在,托盘的温度容易低于喷塑要求的温度,从而导致喷塑效果差的情况,同时水等液体积存在金属管内时间过长也会导致金属管逐渐被腐蚀的情况,最终导致托盘承载能力变差。
技术实现思路
1、本发明的目的是提供一种能够有效排除托盘支撑腿内水分、提高托盘喷塑效果的托盘及制造托盘的方法。
2、实现本发明目的的技术方案如下:
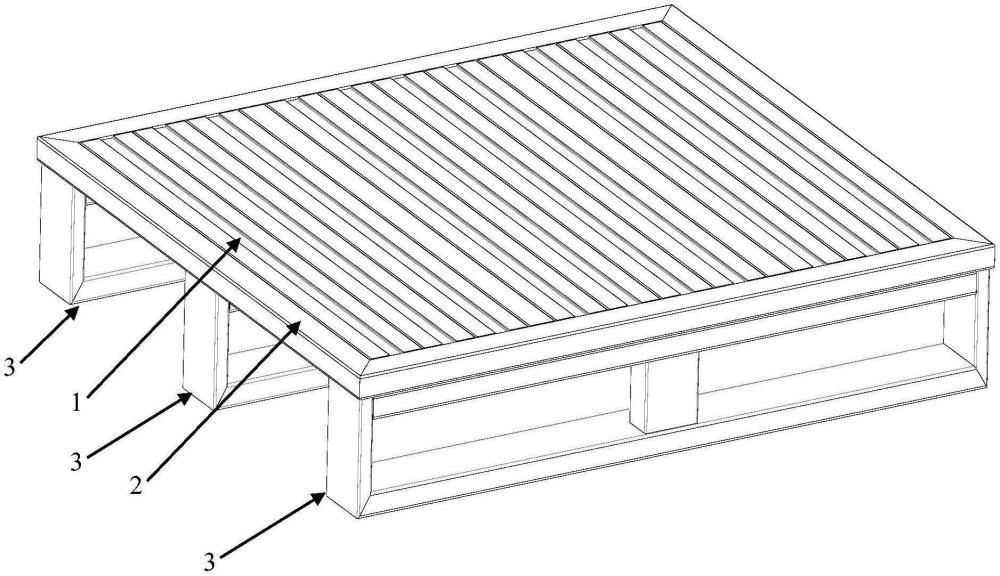
3、一种托盘,包括托盘面板、框架以及多个支撑腿,所述托盘面板与框架焊接固定,支撑腿与框架焊接固定,所述支撑腿包括第一支撑部以及第二支撑部,所述第一支撑部包括横梁以及设置在横梁两端的纵梁,所述横梁的底面与纵梁的外侧面为一体结构,横梁的两端切割形成第一焊接斜面,纵梁靠近横梁的一端切割形成第二焊接斜面,第一焊接斜面与第二焊接斜面焊接固定;
4、横梁的底面和纵梁的外侧面的连接处的两侧设置有凹槽,纵梁弯折后,凹槽处形成排水孔;
5、第二支撑部的两端分别与两个纵梁焊接固定。
6、采用上述结构后,横梁与纵梁的连接处提前开设的凹槽,在横梁与纵梁折弯后形成为排水孔,在托盘酸洗磷化之后,进入支撑腿内的水或者其他液体可以从排水孔中自然排出,也可以通过加热烘干的方式加速排出,避免了水等液体积存在支撑腿内降低托盘喷塑效果的情况,也避免了水等液体对托盘的腐蚀,而且通过设置凹槽方便了横梁与纵梁之间的弯折与对接,降低了弯折难度,减少了弯折后第一焊接斜面与第二焊接斜面错位的情况,同时通过纵梁与横梁一体折弯的结构,能够提高支撑腿的结构强度,从而提高托盘的整体承载能力,本发明能够有效提高托盘喷塑效果,减少托盘受到的腐蚀,同时提高了托盘的承载能力。
7、优选的,所述第一支撑部与第二支撑部之间设置有中间支撑管,中间支撑管的两端分别与横梁、第二程支撑部焊接固定,这样可以提高托盘的结构强度和承载能力。
8、优选的,纵梁的上端面以及第二支撑部的上端面与框架焊接固定,这样可以提高托盘的结构强度和承载能力。
9、优选的,所述凹槽呈v字形。
10、优选的,所述凹槽呈圆弧形。
11、优选的,第一支撑部与第二支撑部由方管制成。
12、一种制造托盘的方法,包括以下步骤:
13、s1,板材折弯并焊接成型,分别形成框架方管以及托盘面板,多个框架方管焊接固定形成正方形或者矩形的框架,托盘面板与框架的内边沿焊接固定;
14、s2,板材折弯并焊接成型,形成第一方管与第二方管,第一方管的上表面以及侧面切割将第一方管依次分为第一部分、第二部分以及第三部分,所述第二部分的两端形成第一焊接斜面,第一部分和第三部分靠近横梁的一端形成第二焊接斜面,第一部分与第二部分连接处以及第三部分与第二部分的连接处开设凹槽;
15、s3,弯折第一方管,使得第一部分与第二部分弯折呈90°,第三部分与第二部分弯折呈90°,第一焊接斜面与第二焊接斜面对接后焊接固定,第一部分与第三部分形成为纵梁,第二部分形成为横梁,凹槽形成排水孔;
16、s4,第二方管的两端与纵梁焊接固定形成支撑腿;
17、s5,多个支撑腿与框架焊接固定,形成托盘半成品;
18、s6,对托盘半成品的表面进行酸洗磷化处理;
19、s7,对托盘半成品进行烘干,去除托盘半成品内部及外表面的水分;
20、s8,对托盘半成品进行喷塑形成托盘成品。
21、所述托盘面板由波纹板制成。
22、步骤s5中支撑腿的第二方管以及纵梁均与框架焊接固定。
23、步骤s7中烘干的温度为140℃-220℃。
技术特征:
1.一种托盘,包括托盘面板、框架以及多个支撑腿,所述托盘面板与框架焊接固定,支撑腿与框架焊接固定,其特征在于:所述支撑腿包括第一支撑部以及第二支撑部,所述第一支撑部包括横梁以及设置在横梁两端的纵梁,所述横梁的底面与纵梁的外侧面为一体结构,横梁的两端切割形成第一焊接斜面,纵梁靠近横梁的一端切割形成第二焊接斜面,第一焊接斜面与第二焊接斜面焊接固定;
2.根据权利要求1所述的托盘,其特征在于:所述第一支撑部与第二支撑部之间设置有中间支撑管,中间支撑管的两端分别与横梁、第二程支撑部焊接固定。
3.根据权利要求1所述的托盘,其特征在于:纵梁的上端面以及第二支撑部的上端面与框架焊接固定。
4.根据权利要求1所述的托盘,其特征在于:所述凹槽呈v字形。
5.根据权利要求1所述的托盘,其特征在于:所述凹槽呈圆弧形。
6.根据权利要求1至5任意一项所述的托盘,其特征在于:第一支撑部与第二支撑部由方管制成。
7.一种制造托盘的方法,其特征在于:包括以下步骤:
8.根据权利要求7所述的制造托盘的方法,其特征在于:所述托盘面板由波纹板制成。
9.根据权利要求7所述的制造托盘的方法,其特征在于:步骤s5中支撑腿的第二方管以及纵梁均与框架焊接固定。
10.根据权利要求7所述的制造托盘的方法,其特征在于:步骤s7中烘干的温度为140℃-220℃。
技术总结
本发明涉及一种托盘,包括托盘面板、框架以及多个支撑腿,所述托盘面板与框架焊接固定,支撑腿与框架焊接固定,所述支撑腿包括第一支撑部以及第二支撑部,所述第一支撑部包括横梁以及设置在横梁两端的纵梁,所述横梁的底面与纵梁的外侧面为一体结构,横梁的两端切割形成第一焊接斜面,纵梁靠近横梁的一端切割形成第二焊接斜面,第一焊接斜面与第二焊接斜面焊接固定;横梁的底面和纵梁的外侧面的连接处的两侧设置有凹槽,纵梁弯折后,凹槽处形成排水孔;第二支撑部的两端分别与两个纵梁焊接固定,本发明能够有效提高托盘喷塑效果,减少托盘受到的腐蚀,同时提高了托盘的承载能力。
技术研发人员:万旭辉,许祥根,任余非,何良富
受保护的技术使用者:常州天梯物流设备有限公司
技术研发日:
技术公布日:2025/1/23
- 还没有人留言评论。精彩留言会获得点赞!