柔性自动上料机及其控制方法与流程
本发明涉及产品组装设备,具体涉及一种柔性自动上料机及其控制方法。
背景技术:
1、为了迎合大众需求,同品牌车辆会有各种车型,而安全带作为与人直接接触的装置,为了适应不同人群,且考虑到产品的标准化,就需要通过滑动装置来调节安全带安装高度。
2、安全带滑动装置目前市面上已经有比较成熟的组装工艺,但是塑胶滑座和滑动器作为滑动装置主要部件之一,由于其尺寸较大、出料方式的不唯一性、节拍等因素考虑,目前市场上主要是人工进行上料,因此就需要一款柔性性能强的上料机来满足实际生产的各种需求。
技术实现思路
1、本发明主要解决现有技术中存在的不足,提供了一种柔性自动上料机及其控制方法,其具有结构紧凑、省时省力、效率高和运行稳定性好的优点。解决了的塑胶滑座和滑动器同步上料的问题。实现不停机上料,同时能够将产品调整到需要的位置角度,不需要人工频繁上料。
2、本发明的上述技术问题主要是通过下述技术方案得以解决的:
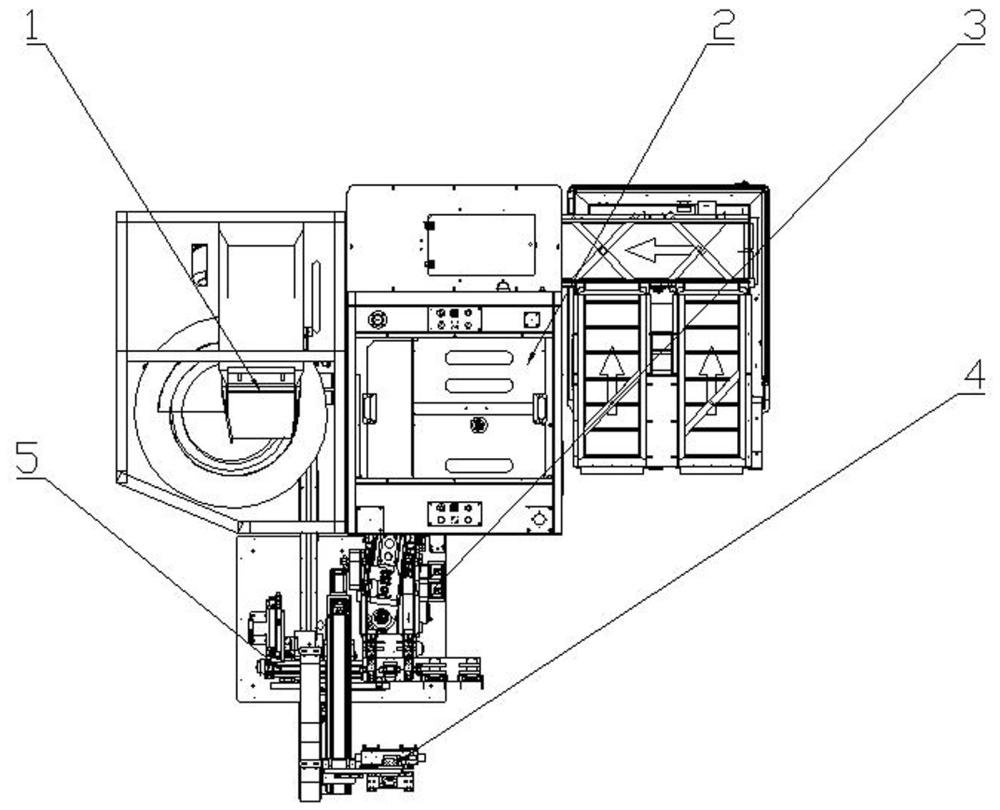
3、一种柔性自动上料机,包括总成搬运机构,所述的总成搬运机构后端设有塑胶滑座上料机构,所述的塑胶滑座上料机构侧边设有滑动器上料机构。
4、所述的塑胶滑座上料机构包括塑胶滑座上料机架,所述的塑胶滑座上料机架上设有振动盘,所述的振动盘与总成搬运机构间设有直振台。
5、所述的滑动器上料机构包括滑动器上料机架,所述的滑动器上料机架上设有柔性振动盘,所述的柔性振动盘上方设有相机,所述的柔性振动盘与总成搬运机构间设有夹爪机械臂。
6、所述的总成搬运机构包括移动座,所述的移动座前端设有夹爪和吸盘,所述的夹爪与移动座间设有夹爪架,所述的吸盘与移动座间设有吸盘架,所述的夹爪架与夹爪间、吸盘架与吸盘间均设有升降气缸ⅱ。
7、作为优选,所述的塑胶滑座上料机构与总成搬运机构间设有塑胶滑座移栽机构,所述的塑胶滑座移栽机构包括丝杆模组ⅰ,所述的丝杆模组ⅰ上设有移栽治具,所述的移栽治具上端设有检测产品是否放置到位的位置传感器,丝杆模组ⅰ一侧设有驱动移栽治具位移的丝杆电机ⅰ。
8、作为优选,所述的滑动器上料机构与总成搬运机构间设有滑动器翻转输送机构,所述的滑动器翻转输送机构包括夹爪治具,所述的夹爪治具上设有若干气爪,所述的气爪后端设有旋转电机,所述的旋转电机下端设有升降气缸ⅰ,所述的气爪与夹爪治具间均设有缓存平台,所述的缓存平台内设有与夹爪治具相固定连接的皮带输送机。
9、作为优选,所述的直振台前端侧边设有对射传感器,所述的对射传感器上方设有传感移动气缸,所述的传感移动气缸侧边设有与对射传感器相对应的反射传感器,所述的传感移动气缸与直振台间设有吸盘,所述的吸盘与传感移动气缸间设有摆缸。
10、作为优选,所述的振动盘后端设有倒料升降气缸,所述的振动盘与倒料升降气缸间设有塑胶滑座料仓。
11、作为优选,所述的柔性振动盘侧边设有上料皮带机,所述的上料皮带机后端与柔性振动盘间设有中转皮带机,所述的中转皮带机与柔性振动盘间设有滑道槽。
12、作为优选,所述的移动座上设有丝杆模组ⅱ,所述的丝杆模组ⅱ一侧设有驱动移动座横向位移的丝杆电机ⅱ。
13、一种柔性自动上料机及其控制方法,包括如下操作步骤:
14、第一步:塑胶滑座通过振动盘流出到直振台,采用对射传感器检测塑胶滑座是否到位,接着采用反射传感器判断塑胶滑座出料的正反情况;当塑胶滑座放向出料,通过传感移动气缸驱动吸盘位移,接着摆缸旋转180度进行出料方向矫正。
15、滑动器通过上料皮带机和中转皮带机输送至柔性振动盘,采用相机检测滑动器的出料面,在柔性振动盘的配合下将滑动器振动成所需的正面朝向。
16、第二步:通过吸盘将塑胶滑座输送至移栽治具,位置传感器检测到塑胶滑座放置到位后,采用丝杆模组ⅰ驱动移栽治具上的塑胶滑座横移,等待与滑动器同时取走。
17、第三步:通过夹爪机械臂将滑动器从柔性振动盘夹取至滑动器翻转输送机构的缓存平台,在夹爪治具处通过传感器检测滑动器是否存在反面朝向。
18、第四步:移栽治具上的塑胶滑座通过夹爪夹持,同时缓存平台上的滑动器通过吸盘吸取,由丝杆模组ⅱ驱动移动座将塑胶滑座和滑动器同步取料输送至下一道工序。
19、作为优选,当振动盘内的塑胶滑座不足时,通过倒料升降气缸拉伸将塑胶滑座料仓内的塑胶滑座倒入振动盘进行补充。
20、作为优选,当滑动器在夹爪治具上反面朝向时,通过气爪夹持后,升降气缸ⅰ拉伸驱动气爪上升,接着旋转电机驱动气爪带动滑动器进行旋转翻面,接着升降气缸ⅰ下降,气爪松开后采用皮带输送机将滑动器输送至缓存平台前端。
21、本发明能够达到如下效果:
22、本发明提供了一种柔性自动上料机及其控制方法,与现有技术相比较,具有结构紧凑、省时省力、效率高和运行稳定性好的优点。解决了的塑胶滑座和滑动器同步上料的问题。实现不停机上料,同时能够将产品调整到需要的位置角度,不需要人工频繁上料。
23、从自动化程度上来说,相对于常规的人与工装治具相互配合的半自动操作,不仅降低了劳动强度、节省劳动成本,而且缩短了整个产线产品周期。从操作性上来说,仅将对应的零件放到指定位置,传感器自动完成检测,设备能够自动运行。
技术特征:
1.一种柔性自动上料机,其特征在于:包括总成搬运机构(4),所述的总成搬运机构(4)后端设有塑胶滑座上料机构(1),所述的塑胶滑座上料机构(1)侧边设有滑动器上料机构(2);
2.根据权利要求1所述的柔性自动上料机,其特征在于:所述的塑胶滑座上料机构(1)与总成搬运机构(4)间设有塑胶滑座移栽机构(5),所述的塑胶滑座移栽机构(5)包括丝杆模组ⅰ(24),所述的丝杆模组ⅰ(24)上设有移栽治具(23),所述的移栽治具(23)上端设有检测产品是否放置到位的位置传感器(25),丝杆模组ⅰ(24)一侧设有驱动移栽治具(23)位移的丝杆电机ⅰ(26)。
3.根据权利要求1所述的柔性自动上料机,其特征在于:所述的滑动器上料机构(2)与总成搬运机构(4)间设有滑动器翻转输送机构(3),所述的滑动器翻转输送机构(3)包括夹爪治具(28),所述的夹爪治具(28)上设有若干气爪(29),所述的气爪(29)后端设有旋转电机(30),所述的旋转电机(30)下端设有升降气缸ⅰ(32),所述的气爪(29)与夹爪治具(28)间均设有缓存平台(27),所述的缓存平台(27)内设有与夹爪治具(28)相固定连接的皮带输送机(31)。
4.根据权利要求1所述的柔性自动上料机,其特征在于:所述的直振台(8)前端侧边设有对射传感器(13),所述的对射传感器(13)上方设有传感移动气缸(7),所述的传感移动气缸(7)侧边设有与对射传感器(13)相对应的反射传感器(6),所述的传感移动气缸(7)与直振台(8)间设有吸盘(14),所述的吸盘(14)与传感移动气缸(7)间设有摆缸(15)。
5.根据权利要求1所述的柔性自动上料机,其特征在于:所述的振动盘(9)后端设有倒料升降气缸(11),所述的振动盘(9)与倒料升降气缸(11)间设有塑胶滑座料仓(10)。
6.根据权利要求1所述的柔性自动上料机,其特征在于:所述的柔性振动盘(21)侧边设有上料皮带机(19),所述的上料皮带机(19)后端与柔性振动盘(21)间设有中转皮带机(18),所述的中转皮带机(18)与柔性振动盘(21)间设有滑道槽(22)。
7.根据权利要求1所述的柔性自动上料机,其特征在于:所述的移动座(33)上设有丝杆模组ⅱ(34),所述的丝杆模组ⅱ(34)一侧设有驱动移动座(33)横向位移的丝杆电机ⅱ(35)。
8.一种柔性自动上料机的控制方法,其特征在于:柔性自动上料机包括总成搬运机构(4),所述的总成搬运机构(4)后端设有塑胶滑座上料机构(1),所述的塑胶滑座上料机构(1)侧边设有滑动器上料机构(2);
9.根据权利要求8所述的柔性自动上料机的控制方法,其特征在于:当振动盘(9)内的塑胶滑座不足时,通过倒料升降气缸(11)拉伸将塑胶滑座料仓(10)内的塑胶滑座倒入振动盘(9)进行补充。
10.根据权利要求8所述的柔性自动上料机的控制方法,其特征在于:当滑动器在夹爪治具(28)上反面朝向时,通过气爪(29)夹持后,升降气缸ⅰ(32)拉伸驱动气爪(29)上升,接着旋转电机(30)驱动气爪(29)带动滑动器进行旋转翻面,接着升降气缸ⅰ(32)下降,气爪(29)松开后采用皮带输送机(31)将滑动器输送至缓存平台(27)前端。
技术总结
本发明涉及一种柔性自动上料机及其控制方法,所属产品组装设备技术领域,包括总成搬运机构,总成搬运机构后端设有塑胶滑座上料机构,塑胶滑座上料机构侧边设有滑动器上料机构。塑胶滑座上料机构包括塑胶滑座上料机架,塑胶滑座上料机架上设有振动盘,振动盘与总成搬运机构间设有直振台。滑动器上料机构包括滑动器上料机架,滑动器上料机架上设有柔性振动盘,柔性振动盘上方设有相机,柔性振动盘与总成搬运机构间设有夹爪机械臂。总成搬运机构包括移动座,移动座前端设有夹爪和吸盘。具有结构紧凑、省时省力、效率高和运行稳定性好的优点。解决了的塑胶滑座和滑动器同步上料的问题。
技术研发人员:汪正朝,李文勇,朱志峰,姚炳旭,吴鑫建
受保护的技术使用者:杭州泰尚智能装备股份有限公司
技术研发日:
技术公布日:2025/4/7
- 还没有人留言评论。精彩留言会获得点赞!