一种箱坯成型装置及方法与流程
本发明涉及条烟包装设备领域,具体涉及一种箱坯成型装置及方法。
背景技术:
1、在烟草生产条烟装封箱操作过程中大都采用装封箱机进行条烟装封箱,在流水线生产线的侧部设置上料输送机构、夹持机构、扩口机构等。装封箱机通过各结构件的依次排列和协作,完成条烟的堆垛、夹持、输送、开箱、装箱、封箱等一系列操作。
2、中国专利(公开号cn117922893 a)中公开了一种条烟斜向入箱封箱装置,通过机架集成堆垛机构、夹持机构和纸箱旋转机构,三者位置合理布置,夹持机构位于堆垛机构的一侧,夹持机构可朝向纸箱旋转机构转动,纸箱旋转机构可朝向夹持机构的方向转动,在直线驱动组件带动下可将夹持组件夹持的条烟或烟垛送入纸箱,整体能够实现对条烟或烟垛的夹持和顺利入箱,结构合理布局,利用高度空间完成条烟或烟垛的夹持和送箱,使得装置占地面积较小。但其将条烟输送和堆垛位置布置在了高处,箱坯以竖直并水平累加方式存放,放置于较低位置,吸盘与箱坯水平间隔分布,在抓取箱坯并成型实现纸箱开立,机架内的结构较为复杂,各个组件之间容易存在干涉,为机架组件的配置增加了困难,也因其吸盘和箱坯分布位置而增大了占用空间,占地面积较大,这使得装封箱机的总体占地面积较大,难以满足装封箱机的小型化需求。
技术实现思路
1、本发明的目的是针对现有技术存在的缺陷,提供一种箱坯成型装置及方法,适配箱坯堆放在上、箱坯成型装置在下的布局,剪叉组件带动吸附板从处于上方的箱坯堆放位置吸附抓取箱坯,利用下移过程中箱坯抵接成型板实现展开成型,满足装箱流程对箱坯展开形成箱体的需求,并且减小了箱坯成型相关组件和箱坯堆放位置共同的占用空间,缩小了占地面积,从而满足封箱机小型化需求。
2、本发明的第一目的是提供一种箱坯成型装置,采用以下方案:
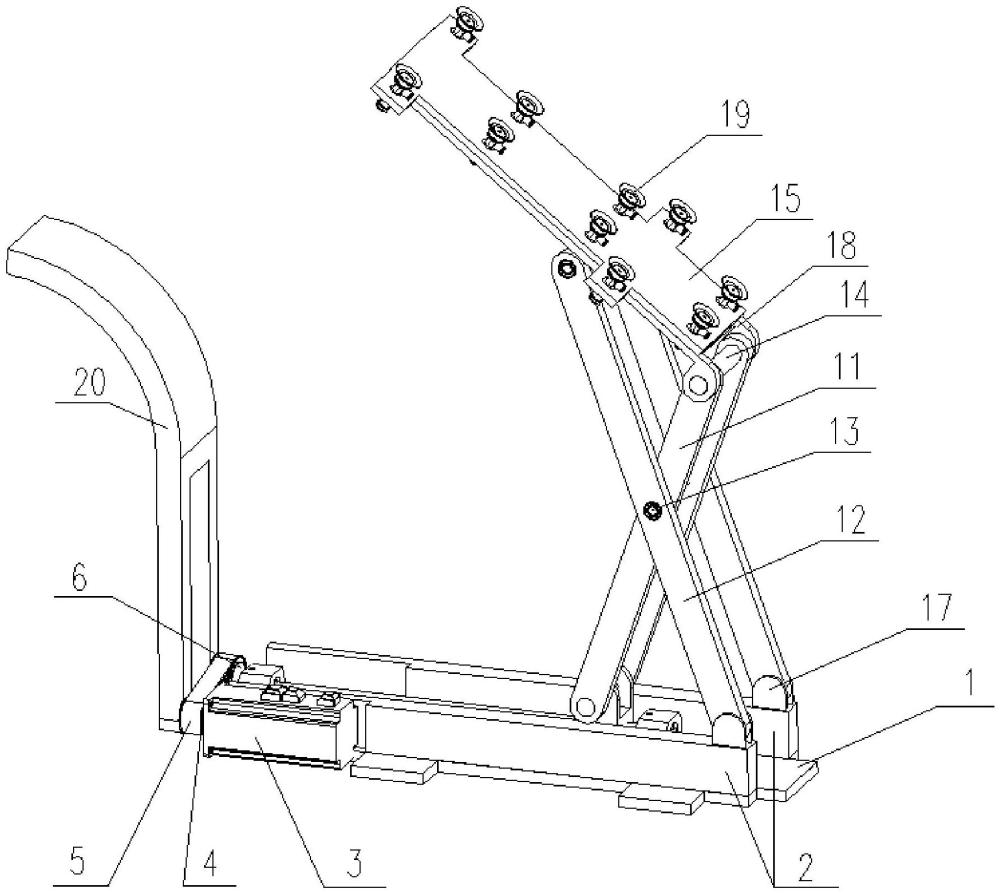
3、包括底架、剪叉组件、吸附板和成型板,剪叉组件一端安装于底架,另一端连接吸附板,成型板与吸附板间隔分布,底架上安装有驱动剪叉组件运行的驱动机构,吸附板上一处与剪叉组件铰接,另一处与剪叉组件滑动连接,以调节吸附板与成型板的间距和夹角,吸附板上设有吸附箱坯的吸盘,成型板设有弧形的导向段和连接于底架的限位段,导向段用于抵接箱坯并推动箱坯展开,限位段用于保持展开后箱坯的姿态。
4、进一步地,所述剪叉组件包括转动连接的第一剪叉臂和第二剪叉臂,第一剪叉臂一端铰接于底座,另一端铰接于导块,导块滑动配合吸附板;第二剪叉臂一端铰接于吸附板,另一端连接驱动机构。
5、进一步地,所述吸附板上设有导轨,导块与导轨滑动配合以使第一剪叉臂滑动连接吸附板。
6、进一步地,所述驱动机构包括丝杠滑块机构和驱动元件,丝杠滑块机构包括相配合形成丝杠副的丝杠和滑块,丝杠通过转动支座安装于底架,驱动元件动力输入丝杠,滑块作为驱动机构输出端驱动剪叉组件。
7、进一步地,所述底架上设有平行于丝杠布置的导向滑轨,滑块两侧分别滑动配合导向滑轨。
8、进一步地,所述驱动元件输出端连接有主动同步带轮,丝杠配合被动同步带轮,主动同步带轮和被动同步带轮共同配合同步带以传动。
9、进一步地,所述导向段一端对接限位段,限位段沿其与导向段连接位置的切向分布,导向段的弧形凸侧朝向吸附板。
10、进一步地,所述吸附板上设有多个吸盘,吸盘位于远离吸附板连接剪叉组件的一侧,吸附板一端设有带孔耳板,剪叉组件通过销轴配合带孔耳板形成铰接。
11、本发明的第二目的是提供一种如第一目的所述的箱坯成型装置的工作方法,包括:
12、驱动机构带动剪叉机构动作,使吸附板向远离底架方向运动并吸附抓取箱坯;
13、驱动机构反向带动剪叉机构动作,驱动吸附板携带箱坯向靠近底架方向运动,并接触成型板的导向段;
14、随着吸附板携带箱坯靠近底架,导向段抵接箱坯一端,使箱坯逐渐展开;
15、在箱坯移动到接触限位段时,箱坯完全展开并利用限位段保持箱坯展开姿态,实现箱坯成型。
16、进一步地,在箱坯接触导向段后,在抵接导向段作用下逐渐使箱坯沿折痕展开,形成箱型结构;在箱坯成型后进行装箱,待装箱完成移走后,吸附板吸附抓取下一箱坯。
17、与现有技术相比,本发明具有的优点和积极效果是:
18、(1)针对目前箱坯展开相关组件与箱坯放置位置占用空间较大而不利于封箱机小型化的问题,适配箱坯堆放在上、箱坯成型装置在下的布局,剪叉组件带动吸附板从处于上方的箱坯堆放位置吸附抓取箱坯,利用下移过程中箱坯抵接成型板实现展开成型,满足装箱流程对箱坯展开形成箱体的需求,并且减小了箱坯成型相关组件和箱坯堆放位置共同的占用空间,缩小了占地面积,从而满足封箱机小型化需求。
19、(2)在第一剪叉臂和第二剪叉臂相对转动时,其所连接的吸附板能够相对于底架升降,同时,由于导块和导轨的滑动配合以及吸附板和第二剪叉臂的铰接结构,吸附板在升降同时也会产生转动,从而调整吸附板所在平面相对于水平面的夹角。吸附板能够在升起至接触箱坯料仓内存储的箱坯时以倾斜姿态接触并吸附,在下降至带动箱坯展开后抵接于限位段时以水平姿态承载箱坯,以满足装箱和折页封箱需求。
技术特征:
1.一种箱坯成型装置,其特征在于,包括底架、剪叉组件、吸附板和成型板,剪叉组件一端安装于底架,另一端连接吸附板,成型板与吸附板间隔分布,底架上安装有驱动剪叉组件运行的驱动机构,吸附板上一处与剪叉组件铰接,另一处与剪叉组件滑动连接,以调节吸附板与成型板的间距和夹角,吸附板上设有吸附箱坯的吸盘,成型板设有弧形的导向段和连接于底架的限位段,导向段用于抵接箱坯并推动箱坯展开,限位段用于保持展开后箱坯的姿态。
2.如权利要求1所述的箱坯成型装置,其特征在于,所述剪叉组件包括转动连接的第一剪叉臂和第二剪叉臂,第一剪叉臂一端铰接于底座,另一端铰接于导块,导块滑动配合吸附板;第二剪叉臂一端铰接于吸附板,另一端连接驱动机构。
3.如权利要求2所述的箱坯成型装置,其特征在于,所述吸附板上设有导轨,导块与导轨滑动配合以使第一剪叉臂滑动连接吸附板。
4.如权利要求1所述的箱坯成型装置,其特征在于,所述驱动机构包括丝杠滑块机构和驱动元件,丝杠滑块机构包括相配合形成丝杠副的丝杠和滑块,丝杠通过转动支座安装于底架,驱动元件动力输入丝杠,滑块作为驱动机构输出端驱动剪叉组件。
5.如权利要求4所述的箱坯成型装置,其特征在于,所述底架上设有平行于丝杠布置的导向滑轨,滑块两侧分别滑动配合导向滑轨。
6.如权利要求4或5所述的箱坯成型装置,其特征在于,所述驱动元件输出端连接有主动同步带轮,丝杠配合被动同步带轮,主动同步带轮和被动同步带轮共同配合同步带以传动。
7.如权利要求1所述的箱坯成型装置,其特征在于,所述导向段一端对接限位段,限位段沿其与导向段连接位置的切向分布,导向段的弧形凸侧朝向吸附板。
8.如权利要求1所述的箱坯成型装置,其特征在于,所述吸附板上设有多个吸盘,吸盘位于远离吸附板连接剪叉组件的一侧,吸附板一端设有带孔耳板,剪叉组件通过销轴配合带孔耳板形成铰接。
9.一种箱坯成型装置的工作方法,利用如权利要求1-8中任一项所述箱坯成型装置,其特征在于,包括:
10.如权利要求9所述的箱坯成型装置的工作方法,其特征在于,在箱坯接触导向段后,在抵接导向段作用下逐渐使箱坯沿折痕展开,形成箱型结构;在箱坯成型后进行装箱,待装箱完成移走后,吸附板吸附抓取下一箱坯。
技术总结
本发明提供一种箱坯成型装置及方法,涉及条烟包装设备领域,针对目前箱坯展开相关组件与箱坯放置位置占用空间较大而不利于封箱机小型化的问题,适配箱坯堆放在上、箱坯成型装置在下的布局,剪叉组件带动吸附板从处于上方的箱坯堆放位置吸附抓取箱坯,利用下移过程中箱坯抵接成型板实现展开成型,满足装箱流程对箱坯展开形成箱体的需求,并且减小了箱坯成型相关组件和箱坯堆放位置共同的占用空间,缩小了占地面积,从而满足封箱机小型化需求。
技术研发人员:梁延刚,李帅帅,孙吉华,李进军,张耘畅,丁聪,滕照宇,宋房兴,王中胜
受保护的技术使用者:颐中(青岛)烟草机械有限公司
技术研发日:
技术公布日:2025/3/16
- 还没有人留言评论。精彩留言会获得点赞!