管片智能自动运输系统及运输方法与流程
本发明涉及隧道施工,特别涉及一种管片智能自动运输系统及运输方法。
背景技术:
1、在进行隧道施工时,需要将放置在后方卸载区的管片转移至释放区的喂片机处,再由喂片机逐一喂送管片至拼装区,以供拼装机进行拼装。现有的转移方式是在卸载区和释放区之间架设管片运输轨道,在管片运输轨道上装设可沿管片运输轨道行走地吊机,利用吊机实现对管片的抓取、起吊和下放等操作,同时配合管片运输轨道实现吊机对管片的转运操作。但是,卸载区内管片的放置方向通常与拼装机易于拼装的方向不同,为了方便喂片机能够按照易于拼装的方向向拼装机喂送管片,通常需要人工在管片下放至喂片机之前对管片位姿进行调整。而且对于管片起吊点和下放点的位置确认、对管片抓取角度的微调、吊机抓手与管片的贴合度等都依赖人工的判断、识别和操作,人工成本高、不确定因素多、操作精度低且效率低。
技术实现思路
1、为了解决上述问题,本发明提供了一种管片智能自动运输系统及运输方法,可实现管片由卸载区至释放区的全自动运输,且在运输过程中能够自动将管片调整为易于拼装的位姿,避免了对人工的过渡依赖,提高了工作效率和操作精确度。
2、本发明通过如下方案实现,一种管片智能自动运输系统,包括:
3、管片运输轨道,架设于卸载区和释放区之间;
4、吊机,可移动地装设于所述管片运输轨道上,用于对管片进行抓取、起吊、回转、转运和下放操作;
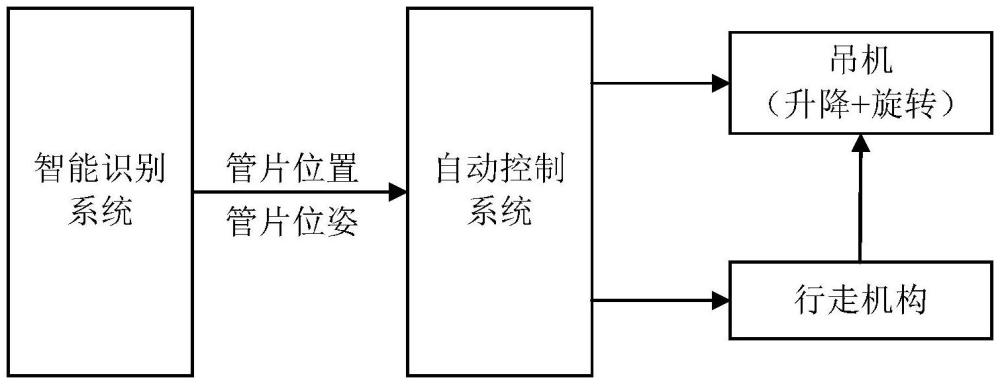
5、智能识别系统,装设于所述吊机上,并可随所述吊机的移动而移动,以动态识别吊机下方一定范围内管片的管片位置以及管片的管片位姿;
6、自动控制系统,用于获取被识别管片的所述管片位置和管片位姿,并基于所述管片位置和管片位姿控制所述吊机执行相应操作,所述吊机、所述智能识别系统均与所述自动控制系统连接。
7、本发明通过智能识别系统可实现精准定位管片的位置,并能够获取管片的位姿,进一步配合自动控制系统对吊机的升降、旋转和平移的控制,可实现将管片由卸载区至释放区的全自动运输,且在运输过程中能够自动将管片调整为易于拼装的位姿,避免了对人工的过渡依赖,提高了工作效率和操作精确度。
8、本发明的进一步改进在于,还包括行走驱动机构,所述行走驱动机构装设于所述管片运输轨道上并用于驱动所述吊机沿所述管片运输轨道移动,以实现吊机对管片的转运操作,所述行走驱动机构与所述自动控制系统连接。
9、本发明的进一步改进在于:所述吊机包括吊机本体、小车和旋转机构,所述小车与所述行走驱动机构连接以通过所述行走驱动机构实现沿所述管片运输轨道的移动,所述吊机本体通过所述旋转机构可转动地连接于所述小车;所述智能识别系统装设在所述小车上。
10、本发明的进一步改进在于:还包括位于所述管片运输轨道下方的中转区;
11、所述自动控制系统内存储有第一吊机执行程序、第二吊机执行程序以及不同管片类型的标准尺寸,所述自动控制系统在获取到所述管片位姿后可基于所述标准尺寸判断出被识别管片的类型,并可基于被识别管片的类型选择所述第一吊机执行程序或所述第二吊机执行程序控制所述吊机;其中,
12、所述第一吊机执行程序被设置为吊机直接从所述卸载区移动至所述释放区;所述第二吊机执行程序被设置为吊机先从所述卸载区移动至所述中转区,在接收到封顶指令后再从所述中转区移动至所述释放区。
13、本发明的进一步改进在于,所述智能识别系统包括两个激光扫描雷达组件,两个所述激光扫描雷达组件分别装设在所述吊机沿移动方向的前端和后端,且两个所述激光扫描雷达组件的扫描范围彼此相交以实现对所述吊机下方的全覆盖扫描。
14、本发明还提供了一种管片智能自动运输方法,包括步骤:
15、在管片被运送至卸载区之后,启动如上所述的管片智能自动运输系统;
16、智能识别系统自动动态识别吊机下方一定范围内管片的管片位置以及管片位姿并发送给自动控制系统;
17、自动控制系统控制所述吊机行走至所述卸区的上方,并基于智能识别系统识别到的管片的管片位置控制所述吊机对被识别管片进行准确抓取和起吊;
18、在被识别管片被抓取之后,所述自动控制系统基于所述管片位姿控制所述吊机进行旋转,以使被抓取的管片旋转至拼装位姿;
19、控制所述吊机将旋转至拼装位姿的管片转运至释放区的喂片机上方后下放。
20、本发明的进一步改进在于:所述管片智能自动运输系统还包括行走驱动机构,所述行走驱动机构装设于所述管片运输轨道上并用于驱动所述吊机沿所述管片运输轨道移动,所述行走驱动机构与所述自动控制系统连接;
21、所述自动控制系统通过控制所述行走驱动机构驱动所述吊机移动,以实现所述吊机对管片的转运。
22、本发明的进一步改进在于:所述管片智能自动运输系统还包括位于所述管片运输轨道下方的中转区;
23、所述自动控制系统内存储有第一吊机执行程序、第二吊机执行程序以及不同管片类型的标准尺寸,所述第一吊机执行程序被设置为吊机直接从所述卸载区移动至所述释放区,所述第二吊机执行程序被设置为吊机先从所述卸载区移动至所述中转区,在接收到封顶指令后再从所述中转区移动至所述释放区;
24、所述自动控制系统在获取到所述管片位姿后,基于所述标准尺寸判断出被识别管片的类型是否为封顶块:
25、若是,则控制所述吊机控制所述吊机按照所述第二吊机执行程序对被抓取的管片进行转运;
26、若否,则控制所述吊机按照所述第一吊机执行程序对被抓取的管片进行转运。
技术特征:
1.一种管片智能自动运输系统,其特征在于,包括:
2.如权利要求1所述的管片智能自动运输系统,其特征在于,还包括行走驱动机构,所述行走驱动机构装设于所述管片运输轨道上并用于驱动所述吊机沿所述管片运输轨道移动,以实现吊机对管片的转运操作,所述行走驱动机构与所述自动控制系统连接。
3.如权利要求2所述的管片智能自动运输系统,其特征在于:所述吊机包括吊机本体、小车和旋转机构,所述小车与所述行走驱动机构连接以通过所述行走驱动机构实现沿所述管片运输轨道的移动,所述吊机本体通过所述旋转机构可转动地连接于所述小车;所述智能识别系统装设在所述小车上。
4.如权利要求1所述的管片智能自动运输系统,其特征在于:还包括位于所述管片运输轨道下方的中转区;
5.如权利要求1所述的管片智能自动运输系统,其特征在于,所述智能识别系统包括两个激光扫描雷达组件,两个所述激光扫描雷达组件分别装设在所述吊机沿移动方向的前端和后端,且两个所述激光扫描雷达组件的扫描范围彼此相交以实现对所述吊机下方的全覆盖扫描。
6.一种管片智能自动运输方法,其特征在于,包括步骤:
7.如权利要求6所述的管片智能自动运输方法,其特征在于:所述管片智能自动运输系统还包括行走驱动机构,所述行走驱动机构装设于所述管片运输轨道上并用于驱动所述吊机沿所述管片运输轨道移动,所述行走驱动机构与所述自动控制系统连接;
8.如权利要求6所述的管片智能自动运输方法,其特征在于:所述管片智能自动运输系统还包括位于所述管片运输轨道下方的中转区;
技术总结
本发明涉及一种管片智能自动运输系统及运输方法,该系统包括:管片运输轨道,架设于卸载区和释放区之间;吊机,可移动地装设于管片运输轨道上,用于对管片进行抓取、起吊、回转、转运和下放操作;智能识别系统,装设于吊机上,并可随吊机的移动而移动,以动态识别吊机下方一定范围内管片的管片位置及管片位姿;自动控制系统,用于获取被识别管片的管片位置和管片位姿,并基于管片位置和管片位姿控制吊机执行相应操作。本发明可实现管片由卸载区至释放区的全自动运输,且在运输过程中能够自动将管片调整为易于拼装的位姿,避免了对人工的过渡依赖,提高了工作效率和操作精确度。
技术研发人员:陈鼎,吴惠明,李刚,黄健,张雅澜,秦元,王秋平,章博雅,杨鸿基,吴文斐
受保护的技术使用者:上海隧道工程有限公司
技术研发日:
技术公布日:2025/3/27
- 还没有人留言评论。精彩留言会获得点赞!