自动码垛装置的制作方法
本技术属于输送设备,更具体地说,是涉及一种自动码垛装置。
背景技术:
1、目前空调行业中,分体机内机使用的壁挂板零件在冲压四00t大型连续模产线生产,班产10000件以上,核算下来约3s/件,生产节拍快,通过机器人自动码垛难以实现,需要由人工在冲压线末端收取壁挂板,摆放为一摞后再搬运装车,频繁转身弯腰搬运作业,劳动强度大,员工易疲劳,该问题一直未得到有效解决。
技术实现思路
1、本实用新型的目的在于提供一种自动码垛装置,以解决现有技术中依靠人工搬运壁挂板零件存在耗时耗力的问题。
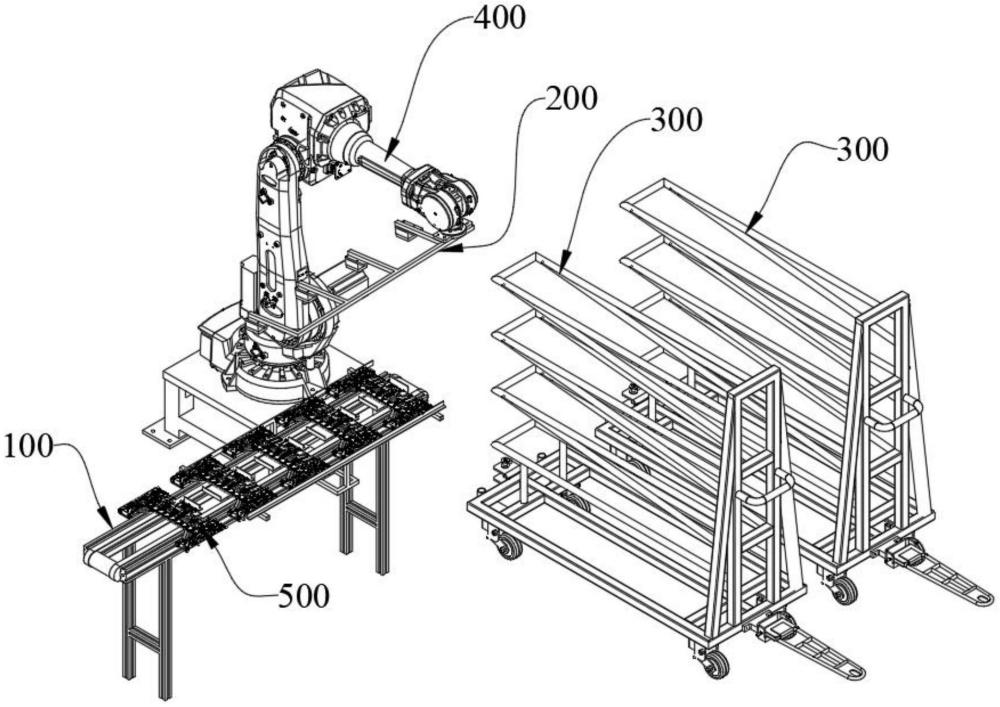
2、为实现上述目的,本实用新型采用的技术方案是:提供一种自动码垛装置,包括:
3、输送线,用于输送零件,所述输送线的末端沿输送方向间隔设置有多个工位,每个工位包括用于对零件进行阻挡定位的阻挡部,以及用于对零件进行顶升定位的顶升部;
4、夹具,其设有对应于所述多个工位且用于拾取零件的多个拾取单元;
5、工装车,其设有对应于所述多个拾取单元且用于承接零件的多个承载单元;
6、机器人,其与所述夹具连接,用于带动所述夹具移动以使得所述输送线上的零件搬运至所述工装车。
7、进一步地,所述阻挡部包括挡板以及连接于所述挡板的第一气缸,所述挡板在所述第一气缸驱动下移动至与到达对应工位的零件相抵接,以阻挡零件沿传输方向移动。
8、进一步地,所述顶升部包括承载板以及连接于所述承载板的第二气缸,所述承载板在所述第二气缸驱动下带动其所承载的零件移动,以使得零件与所述输送线的传送带分离。
9、进一步地,所述输送线包括并排设置的第一传送带和第二传送带,所述多个工位设置在所述第一传送带与所述第二传送带之间。
10、进一步地,所述输送线的末端还设有横向校正机构,所述横向校正机构包括可移动设置在所述第一传送带一侧的第一校正件,可移动设置在所述第二传送带一侧的第二校正件,以及连接于所述第一校正件和所述第二校正件的第三气缸,所述第一校正件和所述第二校正件在所述第三气缸驱动下相互靠近以与到达所述多个工位的零件相抵接。
11、进一步地,所述横向校正机构还包括固定设置在所述第一传送带一侧的两个第一固定杆,以及固定设置在所述第二传送带一侧的两个第二固定杆,所述两个第一固定杆分别与所述第一校正件的两端连接,所述两个第二固定杆分别与所述第二校正件的两端连接。
12、进一步地,所述第一校正件包括与所述两个第一固定杆连接的第一底板以及垂直于所述第一底板用于与零件相抵接的第一侧板,所述第二校正件包括与所述两个第二固定杆连接的第二底板以及垂直于所述第二底板用于与零件相抵接的第二侧板。
13、进一步地,每个拾取单元包括拾取杆以及设置在所述拾取杆一端的海绵吸盘。
14、进一步地,所述多个承载单元从下至上层叠设置,每个承载单元包括悬臂支架以及设于所述悬臂支架上的保护板。
15、进一步地,所述工位的数量为四个。
16、本实用新型提供的自动码垛装置的有益效果在于:与现有技术相比,本实用新型的自动码垛装置通过在输送线上设置多个工位,可实现多个零件的自动阻挡、顶升定位,配合夹具、工装车以及机器人,通过机器人带动夹具移动实现多个零件的同时吸取并同时码垛至工装车上,有效解决连续模冲压生产节拍快难以实现机器人自动码垛的问题,实现零件的自动码垛装车生产,取代人工搬运作业。
技术特征:
1.一种自动码垛装置,其特征在于,包括:
2.如权利要求1所述的自动码垛装置,其特征在于,所述阻挡部包括挡板以及连接于所述挡板的第一气缸,所述挡板在所述第一气缸驱动下移动至与到达对应工位的零件相抵接,以阻挡零件沿传输方向移动。
3.如权利要求1所述的自动码垛装置,其特征在于,所述顶升部包括承载板以及连接于所述承载板的第二气缸,所述承载板在所述第二气缸驱动下带动其所承载的零件移动,以使得零件与所述输送线的传送带分离。
4.如权利要求1所述的自动码垛装置,其特征在于,所述输送线包括并排设置的第一传送带和第二传送带,所述多个工位设置在所述第一传送带与所述第二传送带之间。
5.如权利要求4所述的自动码垛装置,其特征在于,所述输送线的末端还设有横向校正机构,所述横向校正机构包括可移动设置在所述第一传送带一侧的第一校正件,可移动设置在所述第二传送带一侧的第二校正件,以及连接于所述第一校正件和所述第二校正件的第三气缸,所述第一校正件和所述第二校正件在所述第三气缸驱动下相互靠近以与到达所述多个工位的零件相抵接。
6.如权利要求5所述的自动码垛装置,其特征在于,所述横向校正机构还包括固定设置在所述第一传送带一侧的两个第一固定杆,以及固定设置在所述第二传送带一侧的两个第二固定杆,所述两个第一固定杆分别与所述第一校正件的两端连接,所述两个第二固定杆分别与所述第二校正件的两端连接。
7.如权利要求6所述的自动码垛装置,其特征在于,所述第一校正件包括与所述两个第一固定杆连接的第一底板以及垂直于所述第一底板用于与零件相抵接的第一侧板,所述第二校正件包括与所述两个第二固定杆连接的第二底板以及垂直于所述第二底板用于与零件相抵接的第二侧板。
8.如权利要求1所述的自动码垛装置,其特征在于,每个拾取单元包括拾取杆以及设置在所述拾取杆一端的海绵吸盘。
9.如权利要求1所述的自动码垛装置,其特征在于,所述多个承载单元从下至上层叠设置,每个承载单元包括悬臂支架以及设于所述悬臂支架上的保护板。
10.如权利要求1所述的自动码垛装置,其特征在于,所述工位的数量为四个。
技术总结
本技术提供了一种自动码垛装置,其包括输送线、夹具、工装车以及机器人;输送线的末端沿输送方向间隔设置有多个工位,每个工位包括阻挡部以及顶升部;夹具设有对应于多个工位且用于拾取零件的多个拾取单元;工装车设有对应于多个拾取单元且用于承接零件的多个承载单元;机器人用于带动夹具移动以使得输送线上的零件搬运至工装车;本技术提供的自动码垛装置通过在输送线上设置多个工位,可实现多个零件的自动阻挡、顶升定位,配合夹具、工装车以及机器人,通过机器人带动夹具移动实现多个零件的同时吸取并同时码垛至工装车上,有效解决连续模冲压生产节拍快难以实现机器人自动码垛的问题,实现零件的自动码垛装车生产,取代人工搬运作业。
技术研发人员:毛伟,孙明举,陈陶生,陈青华,张学立,张伟
受保护的技术使用者:格力电器(石家庄)有限公司
技术研发日:20240119
技术公布日:2024/12/12
- 还没有人留言评论。精彩留言会获得点赞!