成型炉体升降安装过程中孔位对中装置的制作方法
本申请涉及成型炉体,尤其涉及一种成型炉体升降安装过程中孔位对中装置。
背景技术:
1、在安装悬吊式炉体过程中,需要使用升降台车将炉体升起到指定安装位置进行安装,升降台车是承载成型炉炉体的载具,升降台车到达指定位置后不可移动,此时,成型炉炉体和悬吊安装孔位没有对中,导致成型炉不能安装。
2、例如,cn217231015u公开的一种单晶炉坩埚轴对中装置,包括炉体和对中杆、以及对中圆盘,炉体的底部开设中轴孔,并且,在中轴孔内安装坩埚轴;使用时,利用水平仪调整炉体的底盘对中,在炉体的底盘水平的情况下,将对中杆安装到坩埚轴中,再将对中圆盘插入到对中杆中,下降对中圆盘至中轴孔,确认是否能完美配合,若没有完美配合,需重新调整。但是,该单晶炉坩埚轴对中装置在实际使用中,较为复杂,当成型炉炉体和悬吊安装孔位没有对中时,导致成型炉不能安装。
技术实现思路
1、本申请所要解决的一个技术问题是:单晶炉坩埚轴对中装置在实际使用中,较为复杂,当成型炉炉体和悬吊安装孔位没有对中时,导致成型炉不能安装。
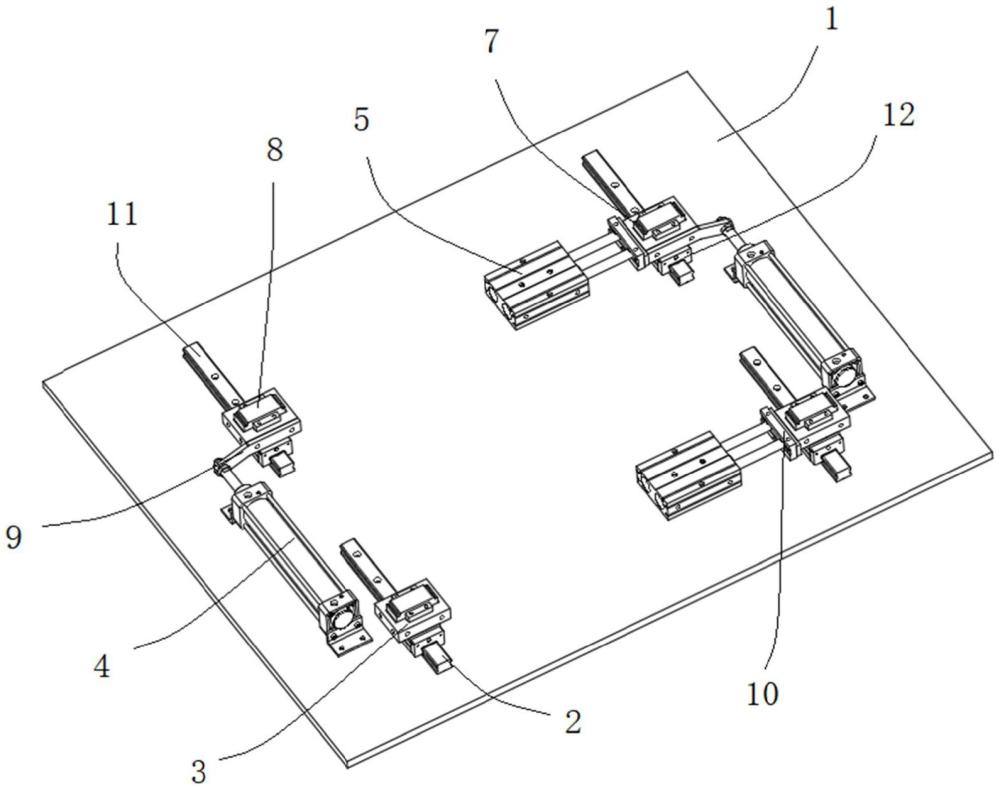
2、为解决上述技术问题,本申请实施例提供一种成型炉体升降安装过程中孔位对中装置,包括:升降台车台面,升降台车台面上设有滑动机构;滚动组件,设于滑动机构上;和第一驱动机构,设于升降台车台面上,且与滚动组件连接,第一驱动机构具有第一驱动方向;第二驱动机构,设于升降台车台面上,第二驱动机构具有第二驱动方向,第二驱动方向与第一驱动方向相互垂直;承载平台,设于滚动组件上。
3、在一些实施例中,滚动组件包括:安装座,设于滑动机构上;滚动块,设于安装座上,且承载平台设于滚动块上。
4、在一些实施例中,安装座上设有连接板,连接板与第一驱动机构连接。
5、在一些实施例中,安装座上设有安装板,安装板与第二驱动机构连接。
6、在一些实施例中,第一驱动机构具有两个,两个第一驱动机构位于滑动机构的两侧。
7、在一些实施例中,滑动机构包括多个滑动组件,多个滑动机构间隔设于升降台车台面上。
8、在一些实施例中,滑动组件具有四个,四个滑动组件沿升降台车台面的对角线设置。
9、在一些实施例中,滑动组件包括滑轨和滑块,滑轨设于升降台车台面上,安装座设于滑块上。
10、在一些实施例中,第二驱动机构具有两个,两个第二驱动机构与两个滑动组件连接。
11、在一些实施例中,第一驱动机构和第二驱动机构均为气缸。
12、通过上述技术方案,本申请提供的成型炉体升降安装过程中孔位对中装置,包括:升降台车台面,升降台车台面上设有滑动机构;滚动组件,设于滑动机构上;和第一驱动机构,设于升降台车台面上,且与滚动组件连接,第一驱动机构具有第一驱动方向;第二驱动机构,设于升降台车台面上,第二驱动机构具有第二驱动方向,第二驱动方向与第一驱动方向相互垂直;承载平台,设于滚动组件上。
13、通过在升降台车台面上设置滑动机构和第一驱动机构、以及第二驱动机构,其中,滚动组件安装在滑动机构上,即为滚动组件提供了安装位置,承载平台设置在滚动组件。并且,第一驱动机构与滚动组件连接,即可通过第一驱动机构带动承载平台进行第一方向上的移动,同时,还可以通过第二驱动机构带动承载平台进行第二方向上的移动,从而实现第一方向和第二方向对承载平台的微调。
14、该成型炉体升降安装过程中孔位对中装置,结构较为简单,调节较为便捷,在使用时,只需要调节第一驱动机构和第二驱动机构,即可实现对承载平台的微调,从而保证成型炉炉体和悬吊安装孔位同轴,完成成型炉的安装。通过第一驱动机构和第二驱动机构驱动实现自动化对中,更方便的将成型炉悬挂到安装位置,既节省人力,又可以提高安装效率。
技术特征:
1.一种成型炉体升降安装过程中孔位对中装置,其特征在于,包括:
2.根据权利要求1所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述滚动组件(3)包括:
3.根据权利要求2所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述安装座(7)上设有连接板(9),所述连接板(9)与第一驱动机构(4)连接。
4.根据权利要求3所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述安装座(7)上设有安装板(10),所述安装板(10)与所述第二驱动机构(5)连接。
5.根据权利要求2-4中任一项所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述第一驱动机构(4)具有两个,两个所述第一驱动机构(4)位于所述滑动机构(2)的两侧。
6.根据权利要求5所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述滑动机构(2)包括多个滑动组件,多个所述滑动机构(2)间隔设于所述升降台车台面(1)上。
7.根据权利要求6所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述滑动组件具有四个,四个所述滑动组件沿所述升降台车台面(1)的对角线设置。
8.根据权利要求7所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述滑动组件包括滑轨(11)和滑块(12),所述滑轨(11)设于所述升降台车台面(1)上,所述安装座(7)设于所述滑块(12)上。
9.根据权利要求7所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述第二驱动机构(5)具有两个,两个所述第二驱动机构(5)与两个所述滑动组件连接。
10.根据权利要求1所述的成型炉体升降安装过程中孔位对中装置,其特征在于,所述第一驱动机构(4)和第二驱动机构(5)均为气缸。
技术总结
本申请涉及成型炉体技术领域,尤其涉及一种成型炉体升降安装过程中孔位对中装置,包括:升降台车台面,升降台车台面上设有滑动机构;滚动组件,设于滑动机构上;和第一驱动机构,设于升降台车台面上,且与滚动组件连接,第一驱动机构具有第一驱动方向;第二驱动机构,设于升降台车台面上,第二驱动机构具有第二驱动方向,第二驱动方向与第一驱动方向相互垂直;承载平台,设于滚动组件上。该成型炉体升降安装过程中孔位对中装置,结构较为简单,调节较为便捷,在使用时,只需要调节第一驱动机构和第二驱动机构,即可实现对承载平台的微调,从而保证成型炉炉体和悬吊安装孔位同轴,完成成型炉的安装。
技术研发人员:李青,李赫然,许晓东,路士广,乔文博,张占永,胡恒广
受保护的技术使用者:河北光兴半导体技术有限公司
技术研发日:20240124
技术公布日:2024/12/2
- 还没有人留言评论。精彩留言会获得点赞!