一种采用中心进胶结构的R角加厚压旋内盖的制作方法
本技术涉及一种药瓶瓶盖,具体涉及一种采用中心进胶结构的r角加厚压旋内盖。
背景技术:
1、随着社会的进步和生活条件的改善,用药安全越来越引起人们的重视,液体口服制剂更多采用配有安全自锁功能的压旋盖塑料瓶套装。压旋内盖为受力部件,盖顶与盖螺纹交界处易因应力作用发生断裂。
2、此外,采用侧边进胶模式生产的压旋内盖,在注塑过程中,由于料液到达型腔同水平面时间不同,导致冷却成型后瓶盖尺寸出现椭圆形变,使得瓶盖与瓶身匹配度欠佳,可能影响到密封性能和外观质量。同时,型腔靠近热流道处的保压过大可能导致过度的内部应力挤压型腔,最终导致模具型腔开裂,降低使用寿命。
3、为了解决上述问题,我们做出了一系列改进。
技术实现思路
1、本实用新型的目的在于,提供一种采用中心进胶结构的r角加厚压旋内盖,以克服现有技术所存在的上述缺点和不足。
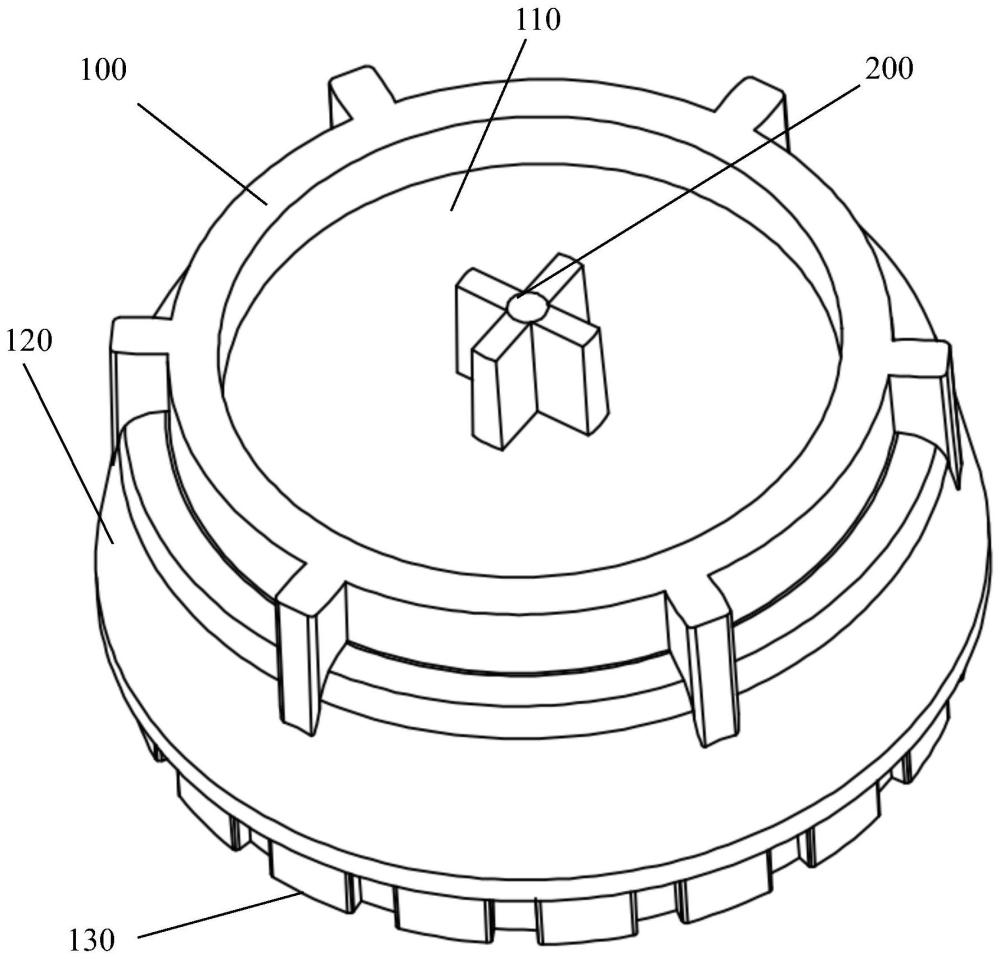
2、一种采用中心进胶结构的r角加厚压旋内盖,包括:盖体和十字中心进胶口,十字中心进胶口与盖体顶部连接;
3、其中,所述盖体包括:盖顶、外盖、内盖、内盖螺纹和型腔,所述外盖与盖顶下端连接,所述内盖与外盖内侧连接,所述内盖螺纹与内盖内壁连接,所述型腔设于外盖和内盖中间,所述型腔的r角角度为10°。
4、本实用新型的有益效果:
5、本实用新型与传统技术相比,通过将型腔r角角度增加为10°,在不改变内盖内尺寸与匹配的压旋外盖的情况下,从而使型腔的体积得到了增加,从而间接增厚了内盖螺纹与盖顶交汇处材料厚度,最后增加了产品的机械强度,有效防止扭盖过程中产生损坏,并采取盖顶中心进胶的注塑方式保持内盖同水平面同时进料,缩短了进料冷却时间,避免了材料冷却收缩产生的不均衡形变,优化了尺寸的精确性同时延长了模具的使用寿命。
技术特征:
1.一种采用中心进胶结构的r角加厚压旋内盖,其特征在于,包括:盖体(100)和十字中心进胶口(200),所述十字中心进胶口(200)与盖体(100)顶部连接;
技术总结
一种采用中心进胶结构的R角加厚压旋内盖,包括:盖体和十字中心进胶口,十字中心进胶口与盖体顶部连接。其中,盖体包括:盖顶、外盖、内盖、内盖螺纹和型腔。本技术与传统技术相比,通过将型腔R角角度增加为10°,在不改变内盖内尺寸与匹配的压旋外盖的情况下,从而使型腔的体积得到了增加,从而间接增厚了内盖螺纹与盖顶交汇处材料厚度,最后增加了产品的机械强度,有效防止扭盖过程中产生损坏,并采取盖顶中心进胶的注塑方式保持内盖同水平面同时进料,缩短了进料冷却时间,避免了材料冷却收缩产生的不均衡形变,优化了尺寸的精确性同时延长了模具的使用寿命。
技术研发人员:陆承丰,孙明亮,童波
受保护的技术使用者:上海海昌医用塑胶有限公司
技术研发日:20240307
技术公布日:2024/9/29
- 还没有人留言评论。精彩留言会获得点赞!