一种不锈钢卷板加工码垛装置的制作方法
本技术涉及不锈钢卷板加工,具体涉及一种不锈钢卷板加工码垛装置。
背景技术:
1、不锈钢卷板加工主要采用人工或机械辅助的方式进行,对于厚度较厚的钢板,需要制作一个u型的引弧板来辅助卷圆加工,具体操作是,在卷板之前,将直边与引弧板同时进行卷圆操作,卷出完美圆弧,对于厚度较薄的不锈钢板,需要提前将直边向圆的内侧进行弯曲,弯曲的力度要大于想要卷圆的弧度,这样就可以卷出比较完美的圆弧形;不锈钢卷板加工需要使用到不锈钢卷板加工码垛装置。
2、现有的不锈钢卷板加工码垛装置不能将不同尺寸的不锈钢卷板夹持住,稳固效果差,因此提出一种不锈钢卷板加工码垛装置,将不同尺寸的不锈钢卷板夹持住,稳固效果显著。
技术实现思路
1、针对现有技术中的问题,本实用新型提供了一种不锈钢卷板加工码垛装置,将不同尺寸的不锈钢卷板夹持住,稳固效果显著。
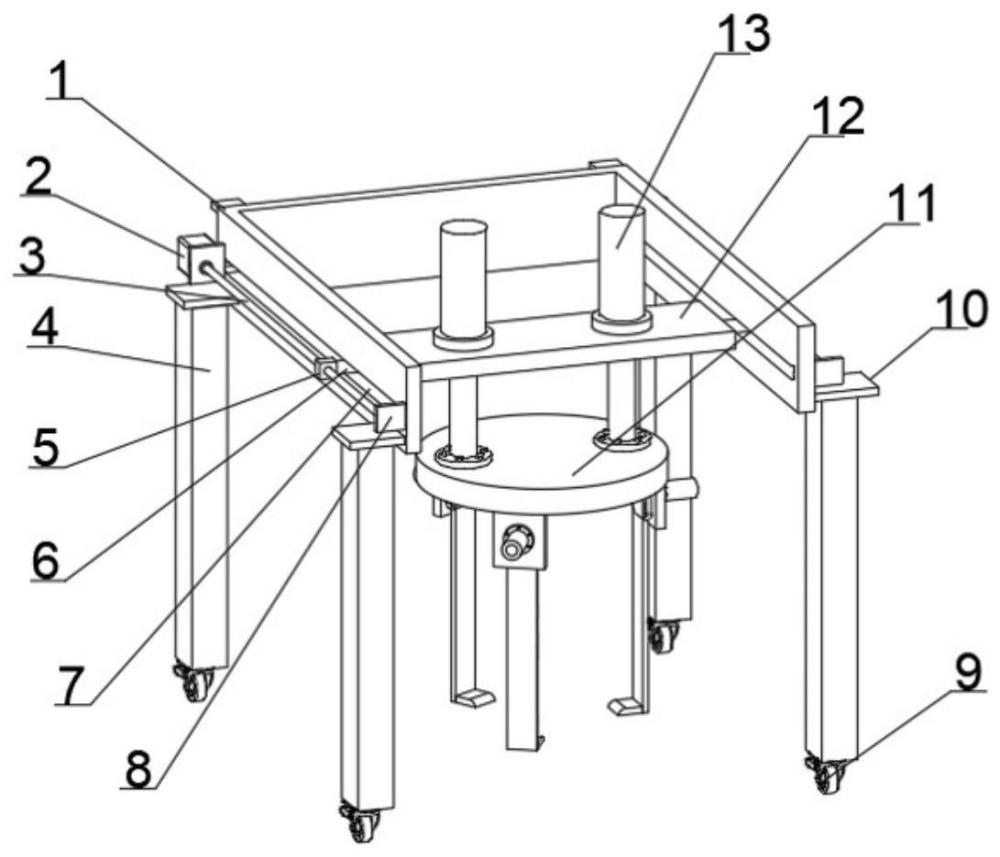
2、本实用新型解决其技术问题所采用的技术方案是一种不锈钢卷板加工码垛装置,包括支撑腿、u形承载板和连接盘,所述u形承载板的两侧端部通过安装座安装有伺服电机且伺服电机的输出轴通过联轴器连接丝杆,所述丝杆上套设有丝块且丝块的内侧焊机有滑杆,所述滑杆之间通过安装孔安装有滑动板;
3、所述滑动板的顶部两端通过安装座安装有抬升电缸且抬升电缸的输出轴通过定位板安装有连接盘,所述连接盘的底部外围等距离焊接有吊板,所述吊板的外侧通过安装座安装有夹持电缸且夹持电缸的输出轴贯穿吊板连接扩大连接座,所述扩大连接座的底部焊接有l形夹持板。
4、通过采用上述技术方案,利用抬升电缸带动连接盘底部的l形夹持板向下移动,使l形夹持板底端接触到基准面,利用夹持电缸带动l形夹持板均向轴心线方向移动,将不同尺寸的不锈钢卷板夹持住并且l形夹持板的底端插入到不锈钢卷板的底部;
5、再次开启抬升电缸将夹持住的不锈钢卷板抬起,利用伺服电机控制器自动控制伺服电机的正反转,从而带动夹持的不锈钢卷板向另一端移动,方便进行码垛,自动化程度高,节省人力物力。
6、具体的,所述u形承载板的一端两侧均通过螺钉安装有伺服电机控制器,所述伺服电机控制器的输出端与伺服电机的输入端通过导线构成电连接。
7、通过采用上述技术方案,利用伺服电机控制器自动控制伺服电机的正反转,从而带动夹持的不锈钢卷板向另一端移动,方便进行码垛,自动化程度高,节省人力物力。
8、具体的,所述u形承载板的两侧另一端焊接有端板且丝杆通过轴承连接端板。
9、具体的,所述u形承载板的两侧均开设有滑孔且滑杆位于滑孔内滑动。
10、具体的,所述u形承载板的底端两侧均焊接有连接板且连接板的底部通过螺栓安装有支撑腿,所述支撑腿的底部通过螺栓安装有可制动万向轮。
11、通过采用上述技术方案,利用可制动万向轮便于将整体装置移动到指定的位置。
12、本实用新型的有益效果:
13、(1)本实用新型所述的一种不锈钢卷板加工码垛装置,接通伺服电机电源,利用伺服电机带动丝杆转动,由于滑杆在滑孔内滑动,从而带动滑动板向一端移动,将连接盘移动到不锈钢卷板的正上方,利用抬升电缸带动连接盘底部的l形夹持板向下移动,使l形夹持板底端接触到基准面。
14、(2)本实用新型所述的一种不锈钢卷板加工码垛装置,利用夹持电缸带动l形夹持板均向轴心线方向移动,将不同尺寸的不锈钢卷板夹持住并且l形夹持板的底端插入到不锈钢卷板的底部,稳固效果显著,再次开启抬升电缸将夹持住的不锈钢卷板抬起,利用伺服电机控制器自动控制伺服电机的正反转,从而带动夹持的不锈钢卷板向另一端移动,方便进行码垛,自动化程度高,节省人力物力。
技术特征:
1.一种不锈钢卷板加工码垛装置,其特征在于,包括支撑腿(4)、u形承载板(1)和连接盘(11),所述u形承载板(1)的两侧端部通过安装座安装有伺服电机(2)且伺服电机(2)的输出轴通过联轴器连接丝杆(3),所述丝杆(3)上套设有丝块(5)且丝块(5)的内侧焊接有滑杆(6),所述滑杆(6)之间通过安装孔安装有滑动板(12);
2.根据权利要求1所述的一种不锈钢卷板加工码垛装置,其特征在于,所述u形承载板(1)的一端两侧均通过螺钉安装有伺服电机控制器(14),所述伺服电机控制器(14)的输出端与伺服电机(2)的输入端通过导线构成电连接。
3.根据权利要求1所述的一种不锈钢卷板加工码垛装置,其特征在于,所述u形承载板(1)的两侧另一端焊接有端板(8)且丝杆(3)通过轴承连接端板(8)。
4.根据权利要求1所述的一种不锈钢卷板加工码垛装置,其特征在于,所述u形承载板(1)的两侧均开设有滑孔(7)且滑杆(6)位于滑孔(7)内滑动。
5.根据权利要求1所述的一种不锈钢卷板加工码垛装置,其特征在于,所述u形承载板(1)的底端两侧均焊接有连接板(10)且连接板(10)的底部通过螺栓安装有支撑腿(4),所述支撑腿(4)的底部通过螺栓安装有可制动万向轮(9)。
技术总结
本技术涉及不锈钢卷板加工技术领域,具体的说是一种不锈钢卷板加工码垛装置,包括支撑腿、U形承载板和连接盘,所述U形承载板的两侧端部通过安装座安装有伺服电机且伺服电机的输出轴通过联轴器连接丝杆,所述丝杆上套设有丝块且丝块的内侧焊机有滑杆,所述滑杆之间通过安装孔安装有滑动板;所述滑动板的顶部两端通过安装座安装有抬升电缸且抬升电缸的输出轴通过定位板安装有连接盘,所述连接盘的底部外围等距离焊接有吊板,所述吊板的外侧通过安装座安装有夹持电缸且夹持电缸的输出轴贯穿吊板连接扩大连接座;该新型不锈钢卷板加工码垛装置将不同尺寸的不锈钢卷板夹持住,稳固效果显著,适合广泛推广使用。
技术研发人员:王昌瑞,刘颖,刘星宇
受保护的技术使用者:星环汽车部件(沈阳)有限公司
技术研发日:20240315
技术公布日:2024/9/26
- 还没有人留言评论。精彩留言会获得点赞!